der sehr seltene Motor ist leider einen furchtbaren Hitzetot gestorben. Der Motorblock und der Zylinderkopf ist mehrfach gerissen. Die Kopfdichtung hat diverse Wassereinbrüche in die Zylinder zugelassen. Im Motor sieht es natürlich entsprechend aus.
großer Riß im Stößelgehäuse
großer Riß am Block aussen
deutliche Spuren des Wassereinbruchs am Kolben
alte Schweißung im Brennraum gerissen
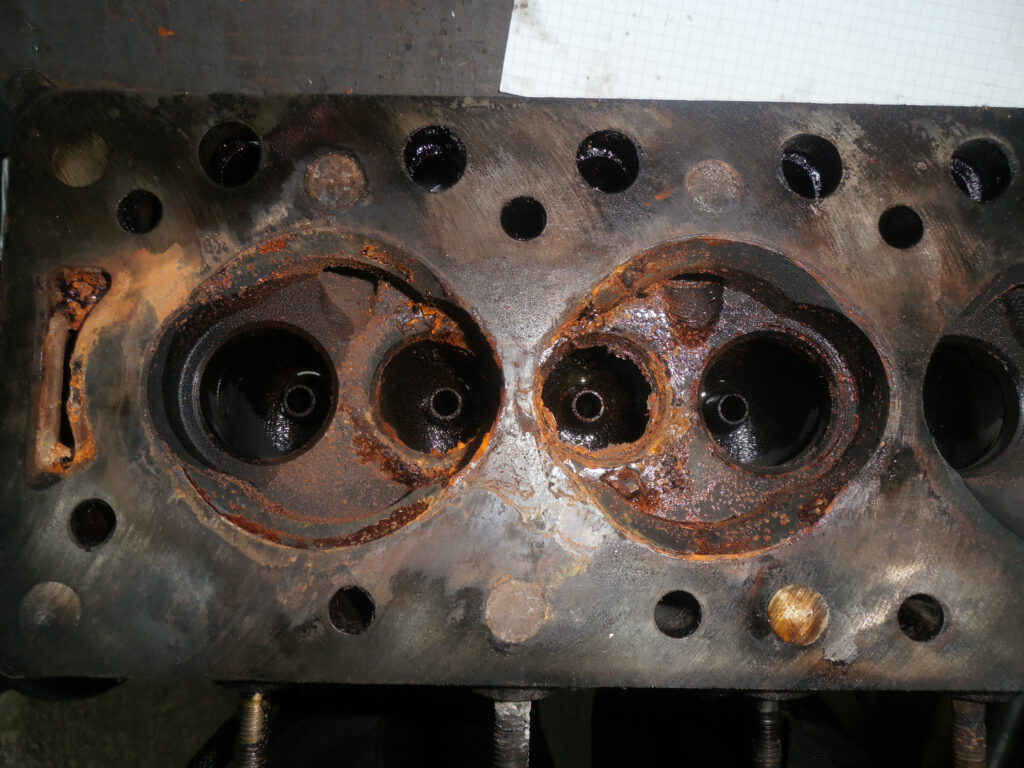
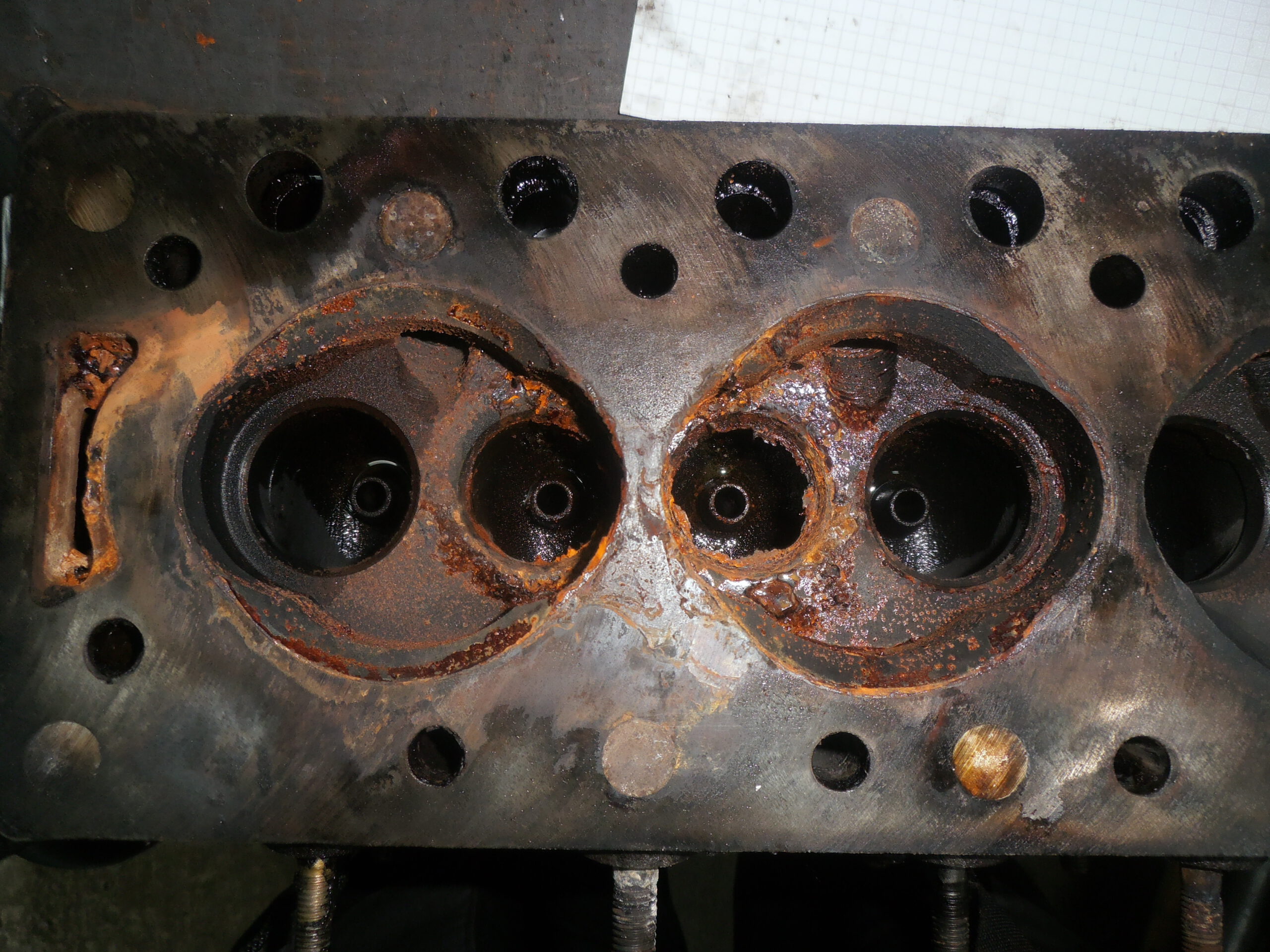
Blick in die Brennräume
Blick in die Zylinder
Partner und Clubs
hier finden Sie einige von Mattar Classic bevorzugten Betrieben und Clubs
mit denen wir gerne zusammenarbeiten und deshalb weiterempfehlen möchten.
– IOZ, Zünd- und Vergasertechnik. Hier bekommen Sie Hilfe mit Sachverstand und Herzblut.
– für jeden Riley Besitzer eine „Pflichtlektüre“….
-Handel mit historischen Fahrzeugen.
Dienstleistungen
Wir bieten individuelle Bearbeitungen für ihren besonderen Motor. Motoreninstandsetzung, Umbauten und Teilinstandsetzungen von Vorkriegs-Motoren gehören zu unseren besonderen Stärken.
Diese Dienstleistungen bieten wir auch ohne komplette Motoreninstandsetzung an:
wenn Sie eine besondere Lösung suchen, sprechen Sie uns an.
Aufgabenstellung
Der Motor aus diesem sehr geschmackvoll hergerichteten Riley 9 Brooklands machte bedenkliche Geräusche. Das sehr seltene u. sensible Triebwerk stammt aus der ersten Motorengeneration. Bevor es vielleicht zu spät ist, wurde der Motor ausgebaut um der Ursache auf den Grund zu gehen.
Riley 9
Armstrong Siddeley
Aufgabenstellung
Es galt einen schwer angeschlagenen Motor eines Armstrong Siddeley 17 HP wieder ins Leben zu rufen.
Neben der Instandsetzung sollte der behäbige Limousinenmotor an den Einsatz in einer sportlichen Karosse angepaßt werden. Die Basis war nicht ausgesprochen gut und es erwarteten uns ein paar Überraschungen.
der Block hatte einen langen Riß
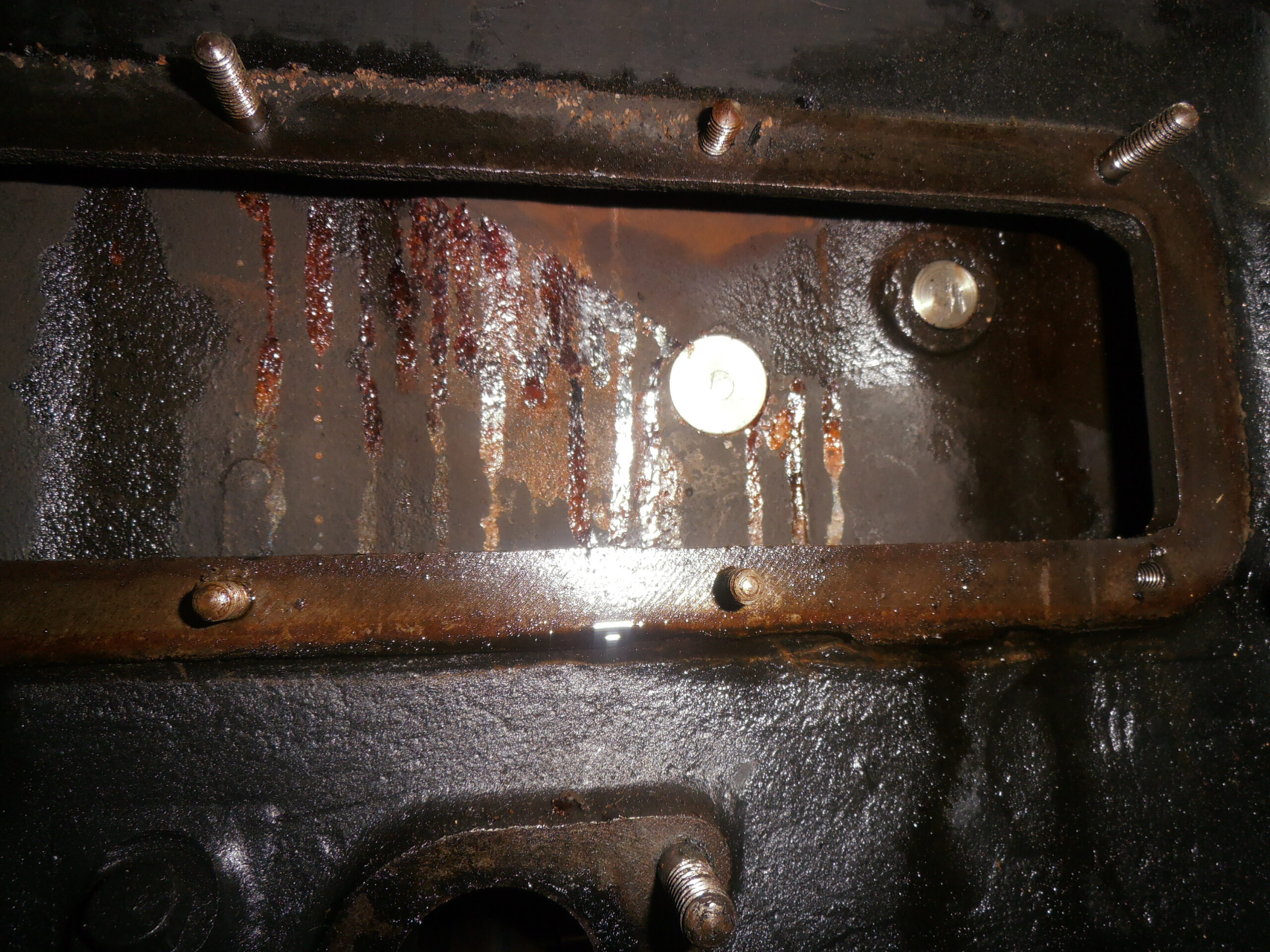
der vordere Froststopfen ist entfernt. Das Kühlsystem ist voller Rost
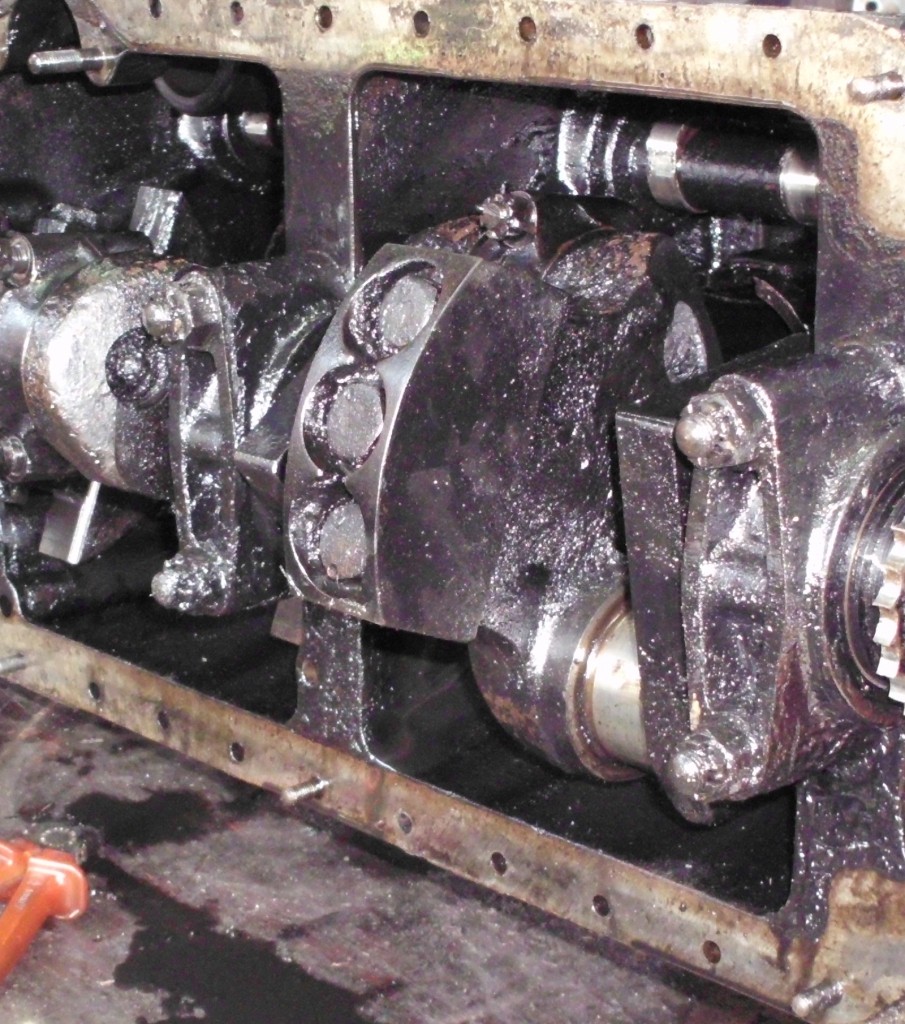
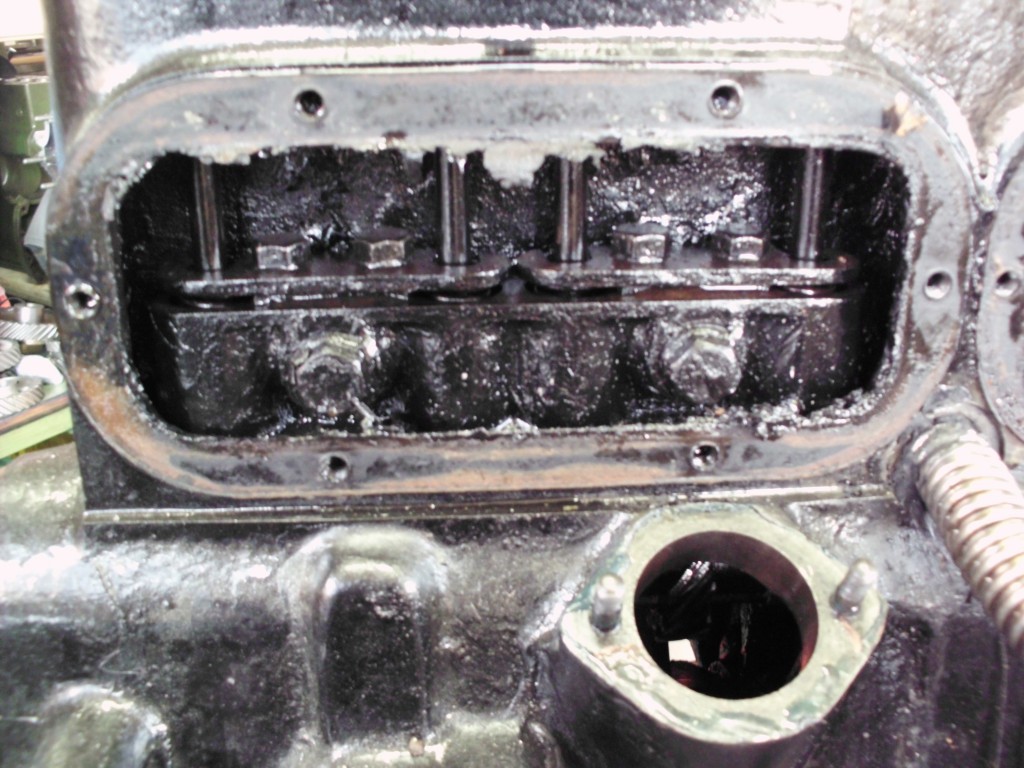
so sah es unter der Ölwanne aus
so sah es im Stößeltrieb aus
die Nockenwelle war unprofessionell aufgeschweißt!!
in den Pleueln war kein Lagermaterial mehr vorhanden
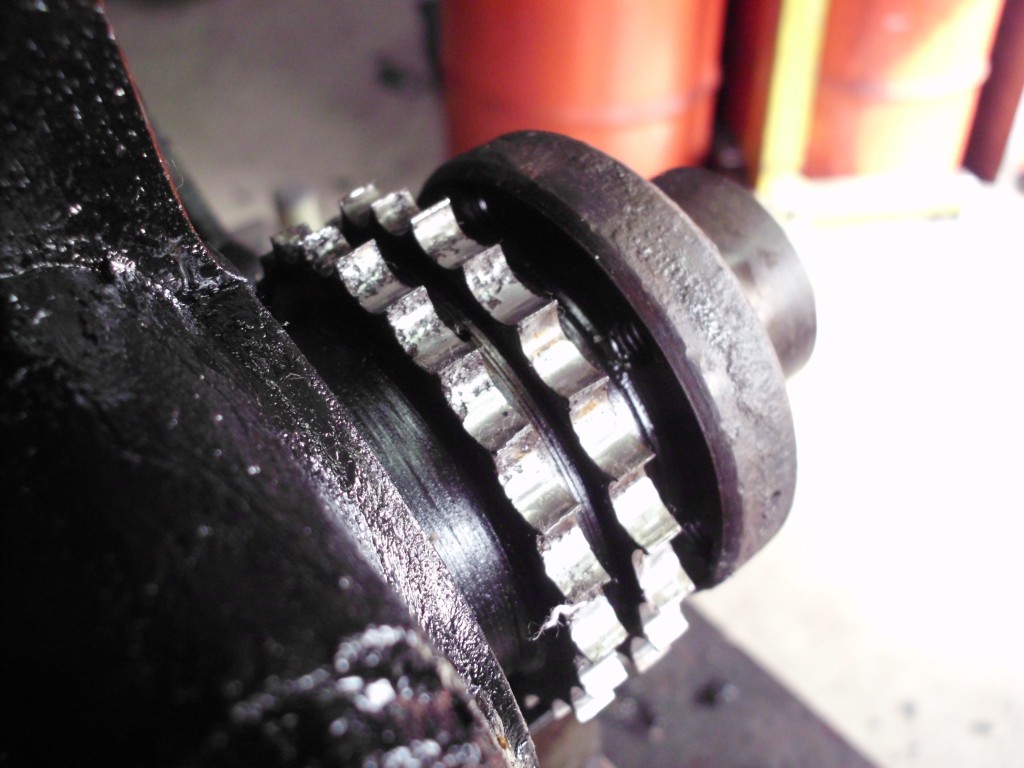
das Kurbelwellenzahnrad hatte starke „Parodontose“
Saugrohr und Vergaseraufbau ist mehr als unvorteilhaft
Motorblock und Kurbeltrieb
Reinigung und Schweißen
zentrales Thema zur Rettung des alten Motors war natürlich der große Riß im Block. Die aussichtsreichste Reparaturmöglichkeit für diese Fälle stellt das Laserschweißverfahren dar. Vor der Schweißung mußte der Motor noch von den starken Rostablagerungen befreit werden. Die beiden Froststopfen an der Vorder-und Hinterseite des Blocks wurden entfernt. Der seitlich eingeklebte Spiralschlauch, über den die Wasserpumpe mit dem Motor verbunden war, mußte ebenfalls entfernt werden. Berge von Rost kamen zum Vorschein.
Nach dem Lasern wurde der Block noch einer Druckprüfung unterzogen. Es zeigten sich noch wenige, sehr kleine Undichtigkeiten am Rande der Schweißung. Da jede Schweißung neue Spannungen in das alte Gußgehäuse bringen kann und damit auch neue Risse verursachen kann, entschieden wir uns im Austausch mit der Schweißfirma dafür, die Schweißung zusätzlich mit temperturbeständigem Kaltmetall zu verkleben. Mit dem Hintergrund, daß dieses Kühlsystem später, wie auch ursprünglich, drucklos betrieben wird, sollte die Dichtigkeit des Systems gewährleistet sein.
hinter diesem Froststopfen verbargen sich auch Rostablagerungen
die notdürftig eingeklebte Hauptzuführung des Kühlwassers wurde entfernt
viele Ladungen Rost wurden aus dem Motor befördert
seitlicher Wasserkanal ist gereinigt
große Schweißnaht längs des Motors
die Schweißnaht ist noch zusätzlich verklebt
ein neuer Froststopfen ist eingesetzt
ein neuer Anschlußstutzen für den Anschluß der Wasserpumpe ist angefertigt und montiert
Kurbelwelle mit Pleuel u. Kolben
bevor es an die Bearbeitung der Kurbelwelle geht, müssen die angeschraubten Gewichte demontiert werde. Um die Welle von den Ablagerungen der letzten Jahrzehnte befreien zu können, müssen die Verschlußstopfen der hohlgebohrten Hubzapfen entfernt werden. Nach der Reinigung kann die Welle geschliffen werden. Bei der Pleullagerung haben wir uns für die Umrüstung auf neue gefertigte Pleuel mit Lagerschalen entschieden. Die Neugestaltung der Pleuel bringt den Vorteil mit sich, auch in der Kolbengestaltung im Sinne der Leistungssteigerung freier planen zu können. Mit längeren Pleuel können die Kolben kürzen gestaltet werden und laufen trotzdem höher in den Brennraum. Im Zusammenhang mit dem erhöhtem Kolbenboden erreichen wir eine Verdichtungserhöhung von vormals 5,6:1 auf fast 8:1. Der Kolbenbozen wird stärker ausgeführt um den erhöhten Zylinderdrücken dauerhaft stand zu halten. Der Kolben wird mit schmaleren Ringen ausgestattet, die im Bezug auf Reibung und Verschleiß, dem alten Ringpaket weit überlegen sind. Der neue Kolben ist trotz Hubraumvergrößerung und erhöhter Verdichtung 13{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} leichter als die Urversion.
Kurbelwelle mit angeschraubten Gewichten
Kurbelwelle ohne Gegengewichte
Verschlußstopfen der Ölkanäle in den Kurbelwangen
Ablagerungen im Ölkanal der Kurbelwange
gereinigter Ölkanal
alte u. neue Pleuel
alter u. neuer Kolben
alte u. neue Pleuel mit Kolben
odernes Ringpaket im Vergleich zur Urversion
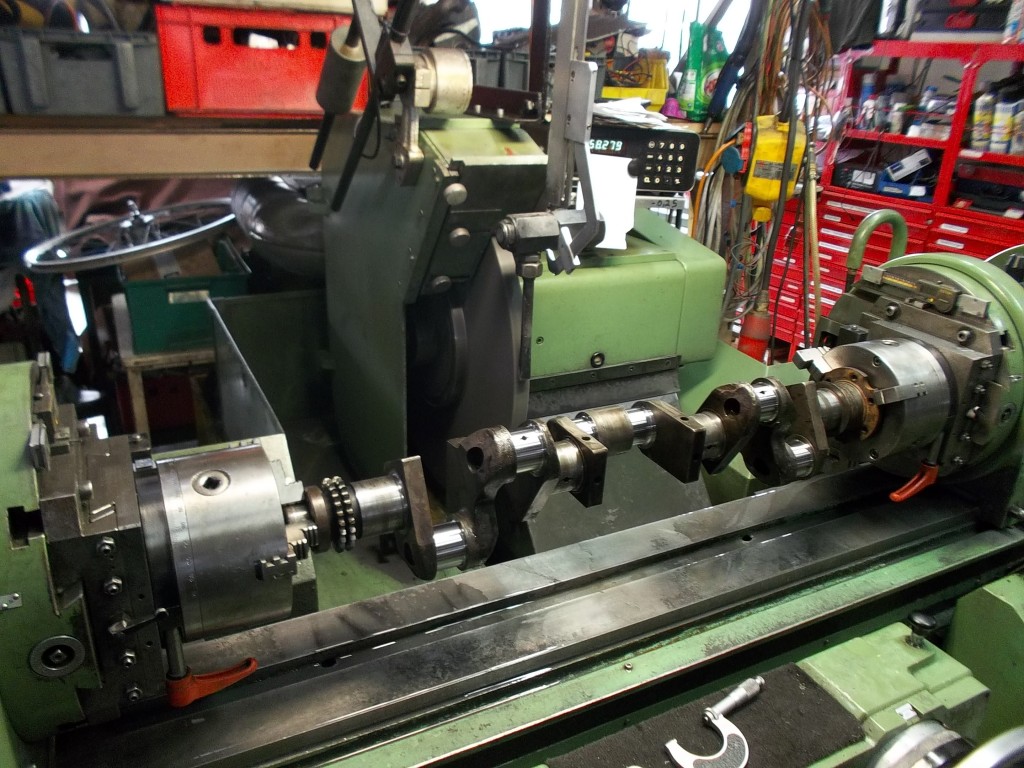
Kurbelwelle schleifen
geschliffene Hubzapfen
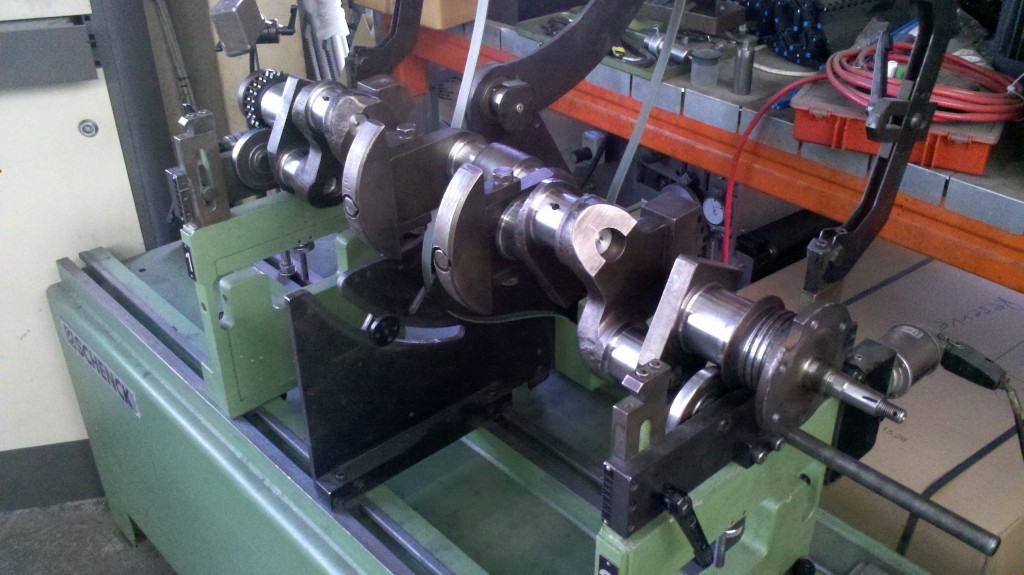
dynamisch wuchten
Nockenwelle u. Stößel
bei diesem Motor haben wir es mit einem seltenen Aufbau der Ventilsteuerung zu tun. Auf der seitlich unten liegenden Nockenwelle laufen Stößel. Diese Stößel sind zu je 4 in einem Stößelgehäuse zusammengeführt. Diese Stößelgehäuse sind kurz über der Nockenwelle angebracht. Die Stößel sind an der Berührungsfläche zur Nockenwelle kreisbogenförmig ausgeführt. In diesen Gehäusen geführt stehen die Stößelstangen in den Stößeln, die dann die Kipphebel im Zylinderkopf betätigen.
Die vorhandene Nockenwelle ist in vergangener Zeit unfachmännisch aufgeschweißt worden und ist damit für eine Aufarbeitung sehr ungeeignet. Die Kontaktflächen an den Stößeln waren durch die raue Oberfläche der Aufschweißung auch nicht mehr zu gebrauchen. Glücklicherweise konnten wir auf Teile eines zweiten Motors zurückgreifen. In diesem war Nockenwelle und Stößel in besserem Zustand. Um der Leistungssteigerung weiter nachzukommen, wird die Nockenwelle auf längere Steuerzeiten und mehr Nockenhub umgeschliffen. Die Radien an den Stößeln wurden ebenfalls geschliffen und alles ging zusammen zum Nitrieren. Dieses Härteverfahren wurde angewendet um den Verschleißschutz der Nockenwelle u. Stößel zu verbessern. Damit wir auch noch die Möglichkeit haben die Nockenwelle individuell zum Triebwerk zu positionieren, wurde das Kettenrad der Nockenwelle mit einer Feinverstellung ausgerüstet.
Stößelgehäuse im Anlieferungszustand
geschweißte Nockenwelle
Stößel die auf der geschweißten Nockenwelle gelaufen sind
ungeschliffene und bearbeitete Stößel
Stößelgehäuse mit nitrierten Stößeln
geschliffen u. nitrierte Nockenwelle
ausfräsen der Adapterplatte
Nockenwellenrad mit Verstellplatte
Stirndeckel
unter dem Stirndeckel, auf dem Wellenende der Kurbelwelle, befindet sich ein Schwingungsdämpfer. Im Inneren stießen wir auf viel alten Schmutz und verostete Federn. Glücklicherweise konnten wir hier wieder auf den Bestand des zweiten Motors zugreifen und ein gesundes Bauteil komplettieren.
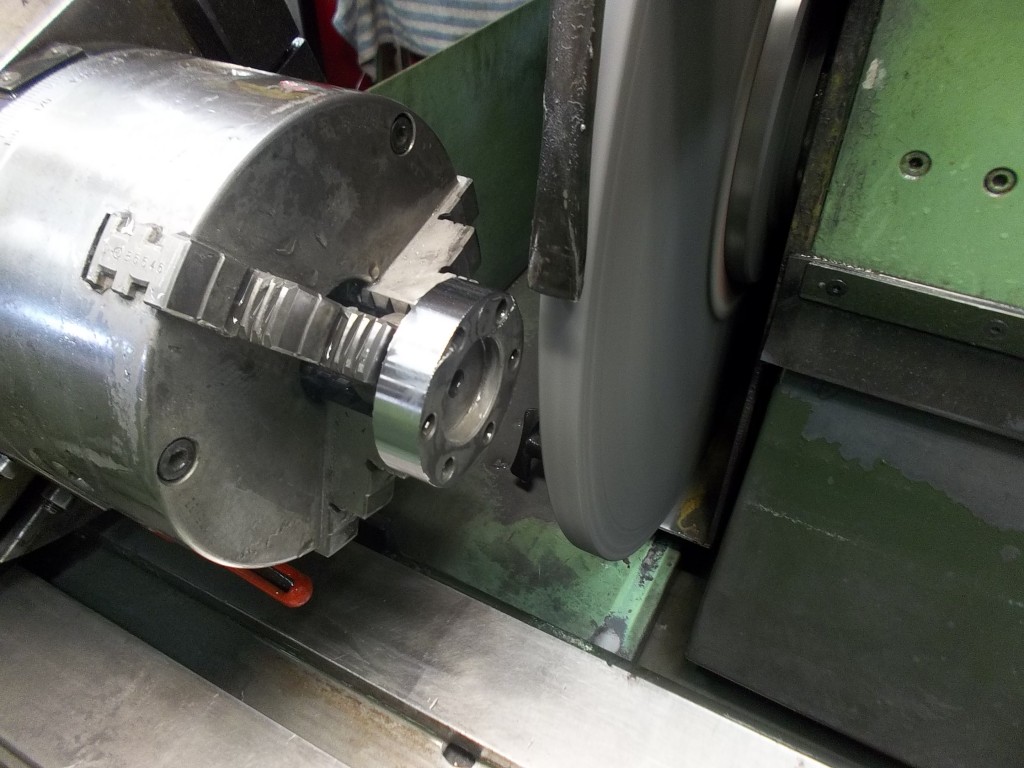
Die Abdichtung des Wellenendes aus dem Stirndeckel hinaus, war durch eine Rücklaufspirale realisiert. Der Gehäusedeckel war aber leider etwas ausgeschlagen und es drohte die Gefahr der Ölundichtigkeit. Daher entschieden wir uns dazu die Abdichtung auf einen modernen Wellendichtring umzurüsten. Die Rücklaufspirale an der Riemenscheibe wurde auf einer Rundschleifmaschine bearbeitet. Der Stirndeckel wurde für die Aufnahme eines Wellendichtring ausgefräst.
im Schwingungsdämpfer
die alten Federn des Schwingungsdämpfers
fertig gesäubert u. montierter Schwingungsdämpfer
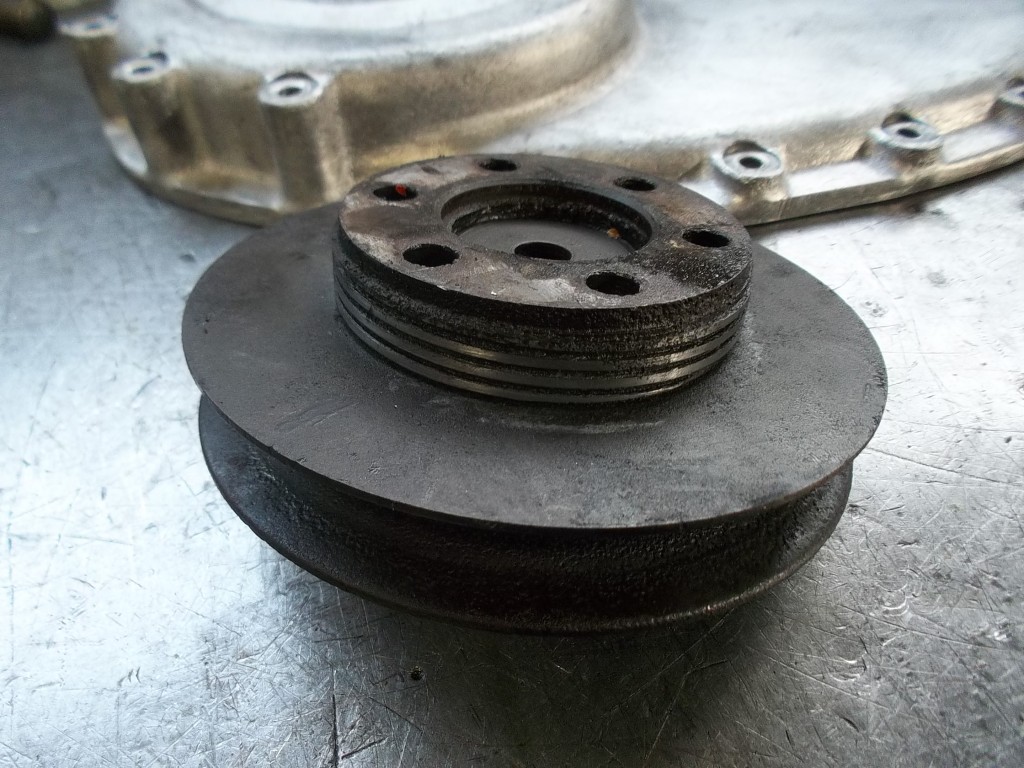
Riemenscheibe mit Ölrücklaufspirale
schleifen der Rücklaufspirale
gefräster Stirndeckel mit Wellendichtring
Kurbelwellenausgang (Riemenscheibenaufnahme) im Stirndeckel
Zylinderkopf
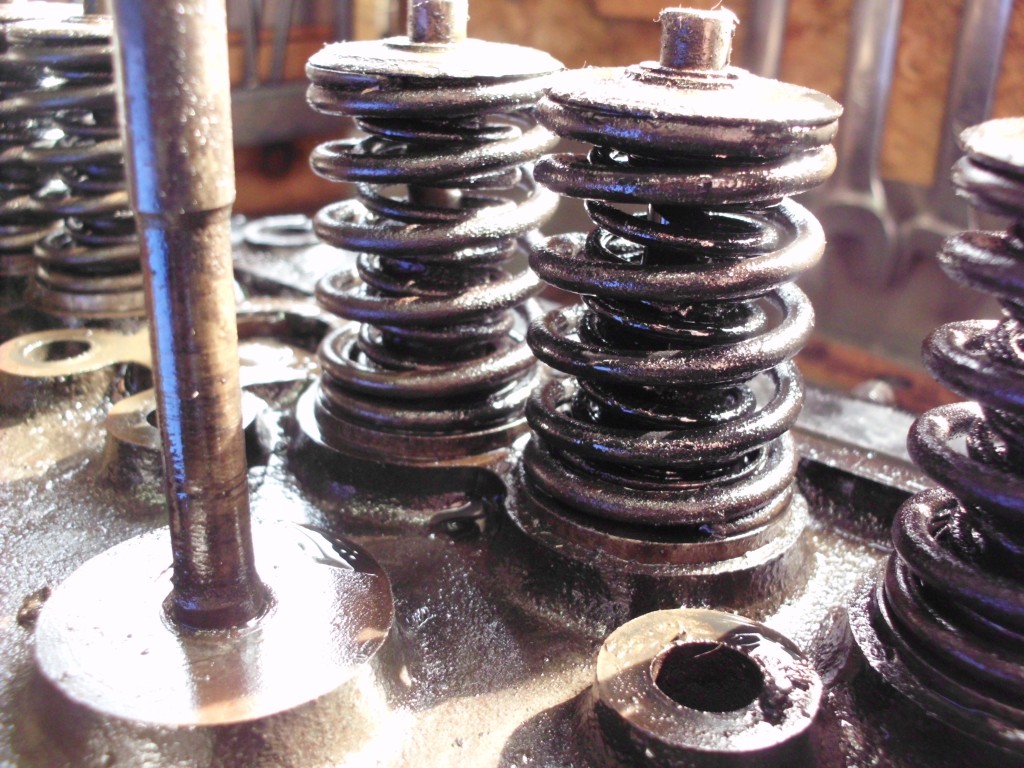
Kanalgestaltung mit Ventilen u. Federn
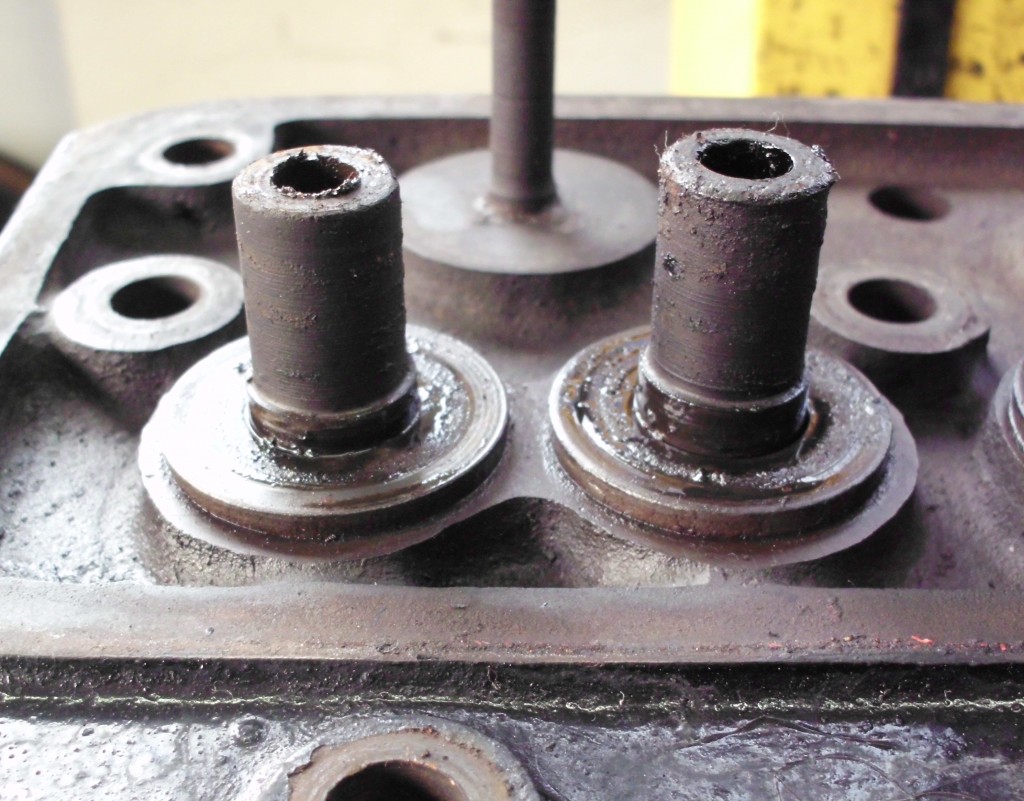
Der Zustand des Ventiltriebes im Zylinderkopf war natürlich ähnlich bedenklich wie der des Motorblocks.
Die Federn waren teilweise deformiert oder gebrochen, die Ventilführungen hatten keine Schaftabdichtungen, die Ventilenden waren eingeschlagen und die Federteller stark verrostet. Hier mußte alles ersetzt werden und dem Leistungsanspruch angemessen dimensioniert werden.
Die Doppelfederanordung wurde hinsichtlich der Federkräfte vermessen. Um ausreichend Platz für die Umrüstung auf Ventilführungen mit Schaftabdichtung zu schaffen, wählten wir Einfachfedern mit einer etwas erhöhten Federkonstante. Mit Hilfe angefertigter Federunterlagen werden die Federn auf die notwendigen Kräfte zu Beginn und dem maximalen Ventilhub eingestellt.
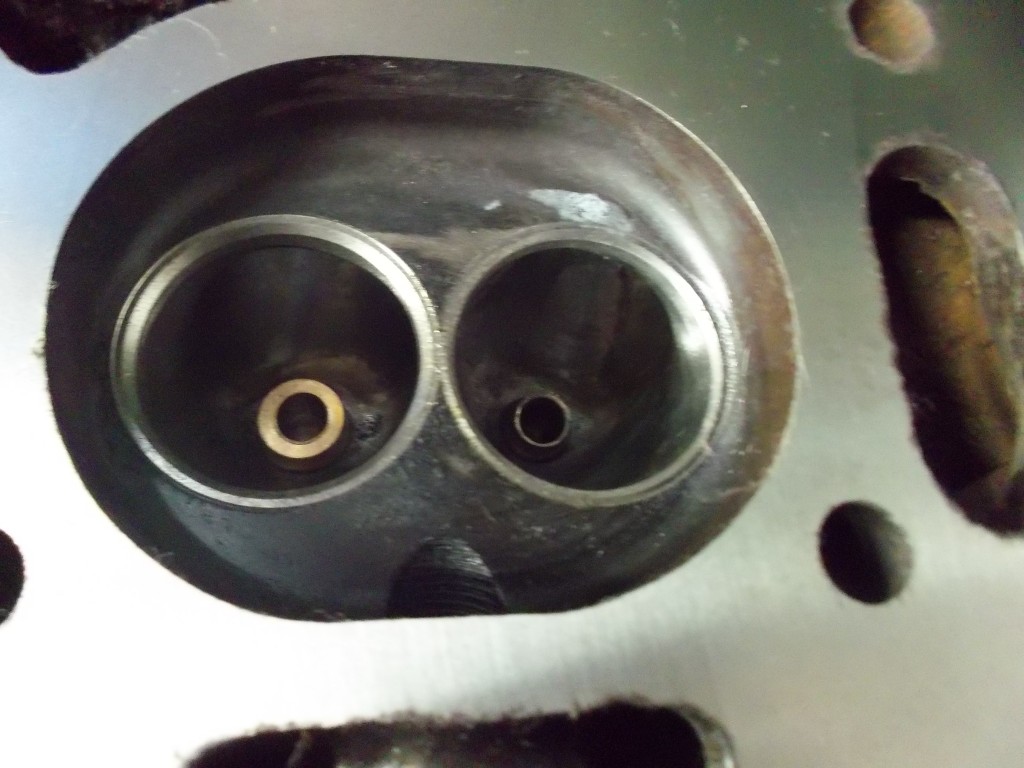
Die Ventilführungen werden aus einer Spezialbronze gedreht und kanalseitig besonders schlank ausgeführt, um ein verbessertes Ströhmungsverhalten im Kanal zu erzielen.
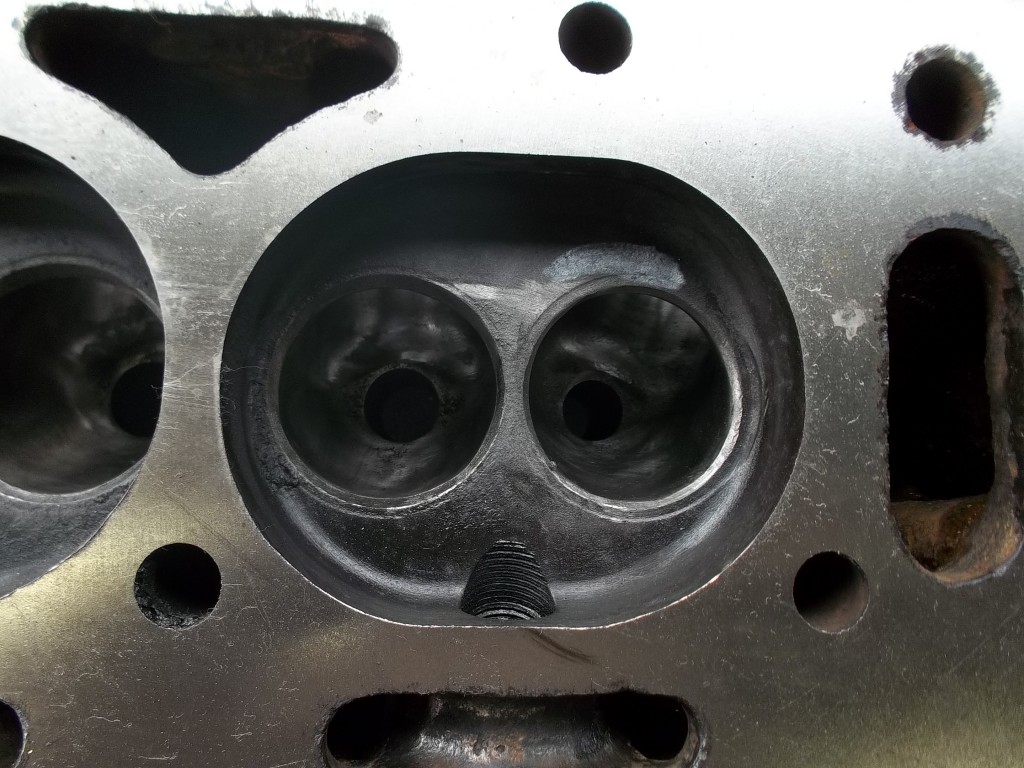
Entsprechend der vergrößerten Zylinderbohrung werden auch die Ein- und Auslaßventile größer ausgeführt. Die Ventile aus modernen Werkstoffen, werden noch der vorhandenen Kanalsituation entsprechend angepaßt. Der Zeitpunkt der ausgepressten Ventilführungen ist ideal um die Kanäle ungehindert dem größeren Ventilquerschnitt anzupassen. Nachdem die Kanäle bearbeitet sind, können die neuen Ventilführungen eingesetzt werden. Um die Gestaltung perfekt zu machen, werden jetzt die Ventilsitze bearbeitet. Eine hochmoderne Sitzfräsmaschine bearbeitet die Ventilsitze ströhmungsgünstig in der Flucht zu den neu eingesetzten Ventilführung.
Ventile u. Federn ursprünglich
alte Ventile u. Federn
eingeschlagenes Ventilende u. stark korrodierter Federteller
Ventilführungen ursprünglich
altes u. neues Federpaket
alte u. neue Ventilführung
Einlaßkanal unbearbeitet
Kanäle ohne Ventilführungen
bearbeitete Kanäle
Einlaßkanal bearbeitet
Führungen sind eingesetzt u. Ventilsitze sind bearbeitet
altes u. neues Einlaßventil
neue Ventilführung mit Federauflage u. Schaftabdichtung
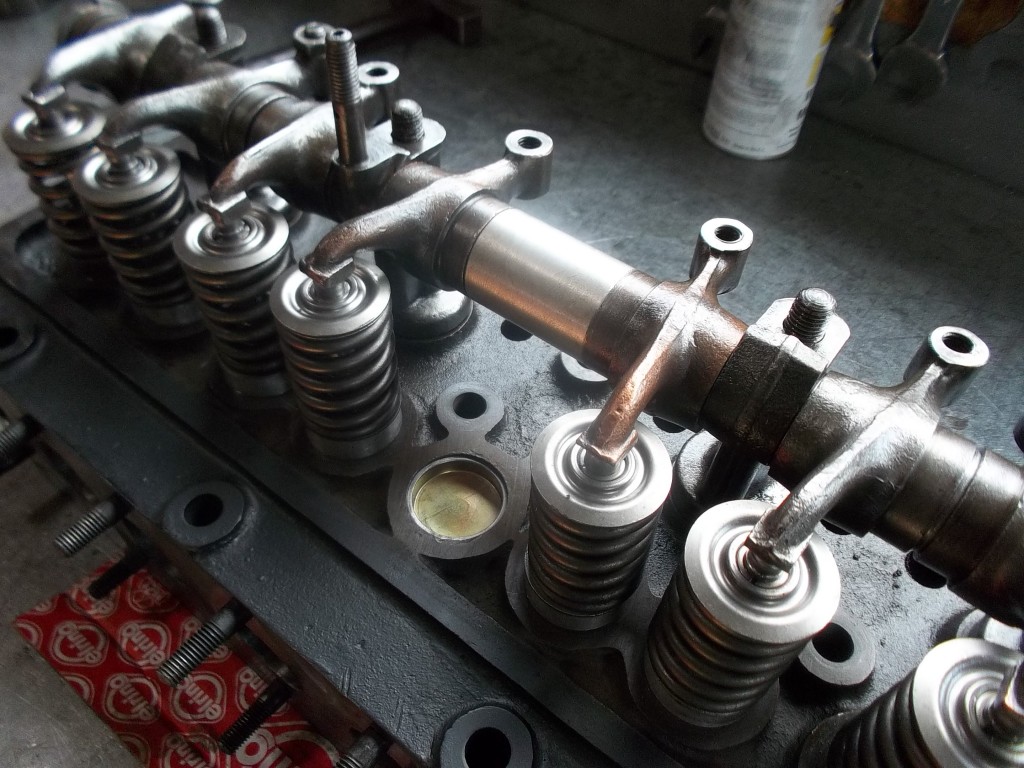
montierte Federpakete
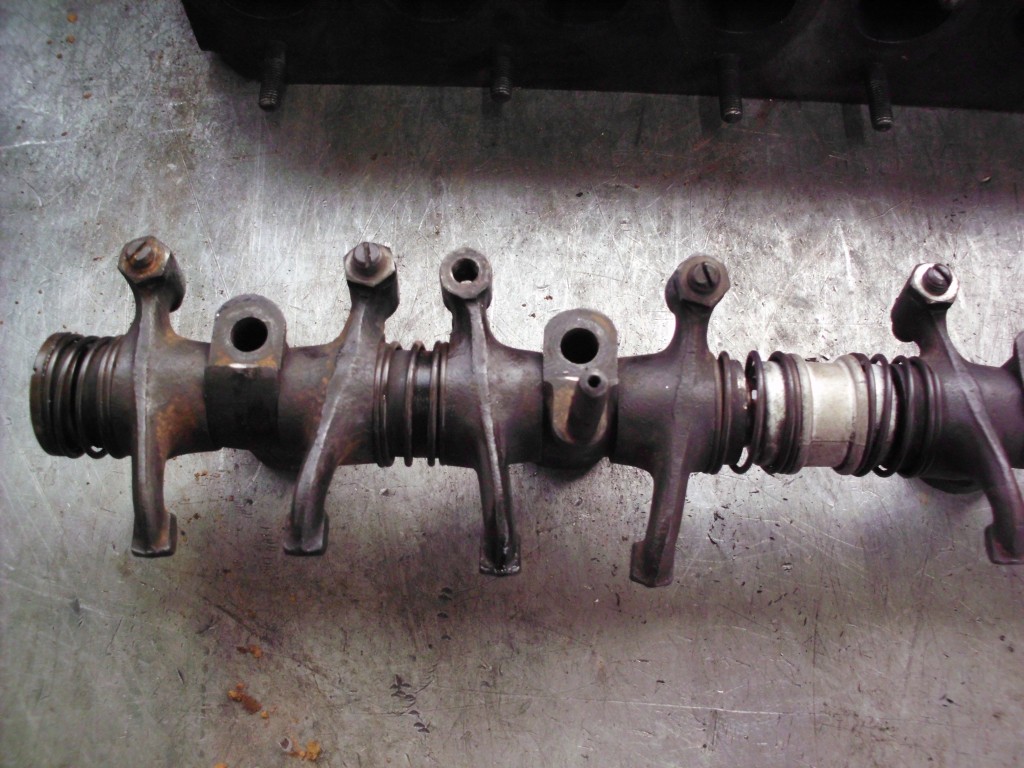
Kipphebel
die Berührungsflächen der Kipphebel waren sehr stark eingeschlagen. Wie so oft, standen die Kipphebel auch nicht alle mittig über den Ventilen ausgerichtet.
Die Radien, an den Berührungsflächen der Kipphebel, mußten neu geschliffen werden. Um die Hebel besser über den Ventilen auszurichten und die Reibung der ehemalig verwendeten Federn zwischen den Hebeln zu vermeiden, stellten wir die Positionierung mit Hilfe von Paßscheiben und Paßbüchsen sicher. Um eine fachgerechte Anlagefläche für die Paßscheiben zu erzielen, wurden die Kipphebel seitlich plan gedreht.
eingeschlagene Kipphebel
Verschleißspuren stark aussermittig
ursprüngliche Positionierung der Kipphebel
geschliffene Kipphebelradien
seitliche Anlageflächen der Kipphebel plandrehen
Paßbüchsen drehen
ausrichten der Kipphebel mit Paßscheiben
neuer Aufbau der Kipphebelwelle
Saugrohr
der Motor war ursprünglich mit einem Vergaser ausgerüstet. Das Saugrohr war entsprechend sehr ungünstig konstruiert. Das extrem verwinkelte Saugrohr mit höchst unterschiedlichen Saugrohrlängen, macht eine gleichmäßige Gemischversorgung der Zylinder unmöglich. Zudem war das Saugrohr, wie es früher üblich war, mit einem Anschluß an den Auspuffkrümmer ausgerüstet. Diese Gestaltung der Ansaugluftvorwärmung ist für die Planung eines leistungsfähigen Triebwerk nicht sinnvoll. Saugrohr wie auch Auspuffkrümmer müssen komplett neu gebaut werden. Die Saugrohre sollten in Anlehnung an die alten Rohre wieder in Aluminium ausgeführt werden und ein ähnliches Design haben. Das Saugrohr wurde als Schweißkonstruktion geplant. Die Gemischaufbereitung soll über drei H4 Vergaser erfolgen.
Nach der Aufnahme aller Maße am Zylinderkopf wurde eine stabile Schablone für die Fixierung der Vergaseranschlüsse angefertigt. Die Vergaseranschlüsse wurden gefräst und alle Einzelteile des Rohre zugeschnitten. Auf dem Zylinderkopf und der Schweißschablone fixiert, werden die Einzelteile Stück für Stück zusammengeschweißt. Nach dem Schweißen mußten die Nähte noch von innen und aussen verputzt werden.
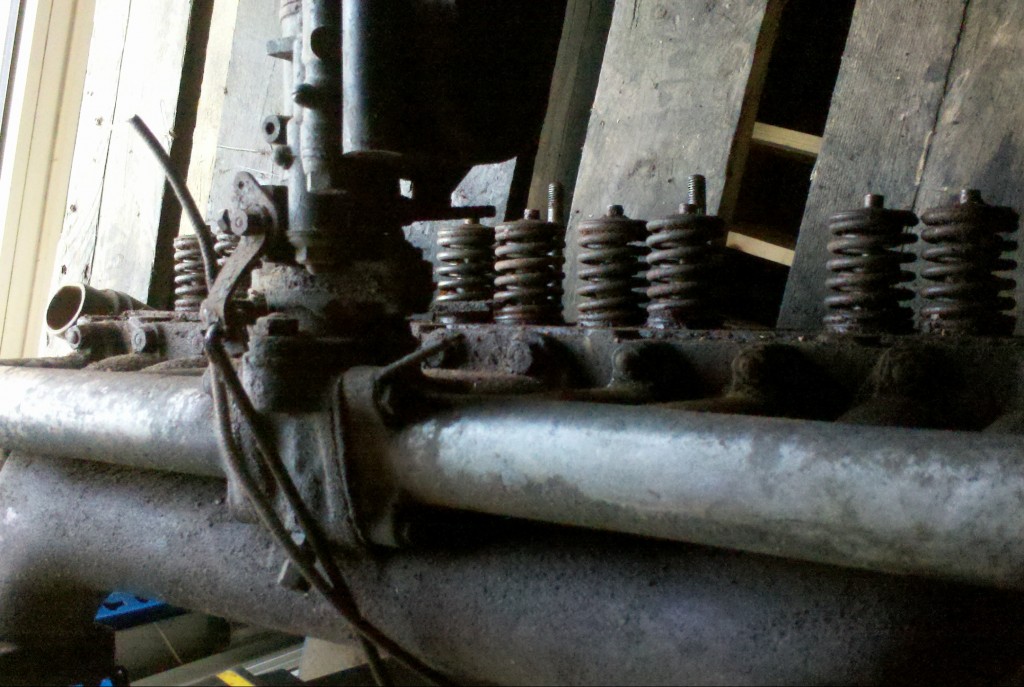
ursprüngliche Saugrohranordnung mit Vergaser
ursprüngliche Saugrohranornung mit Vergaser
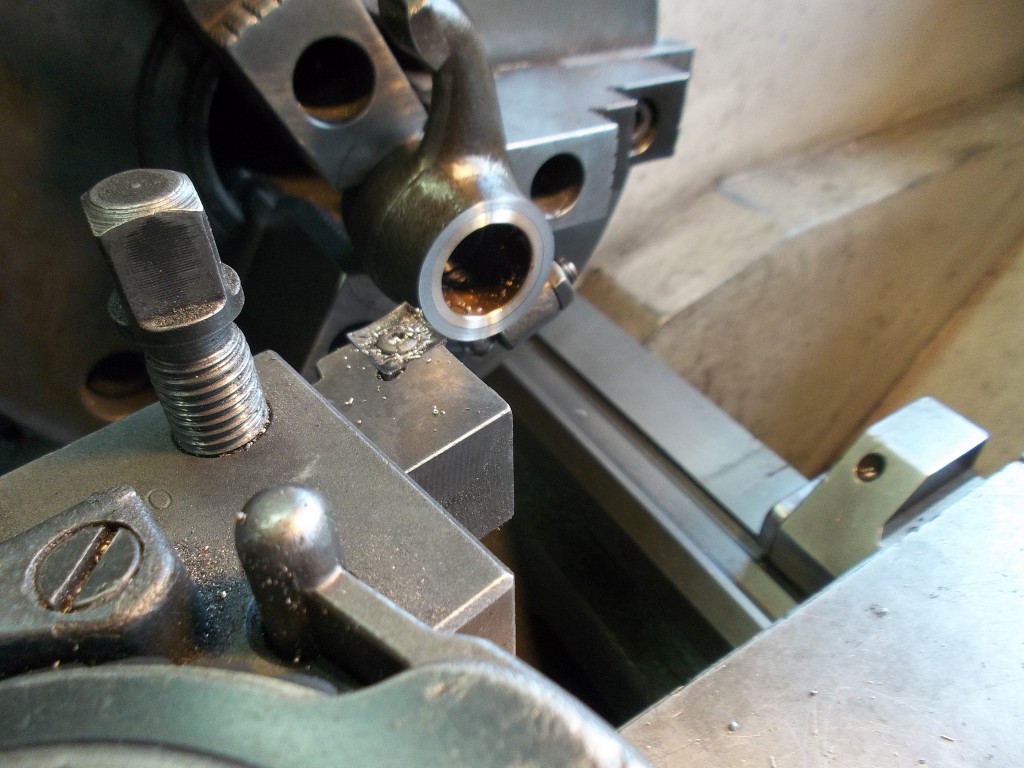
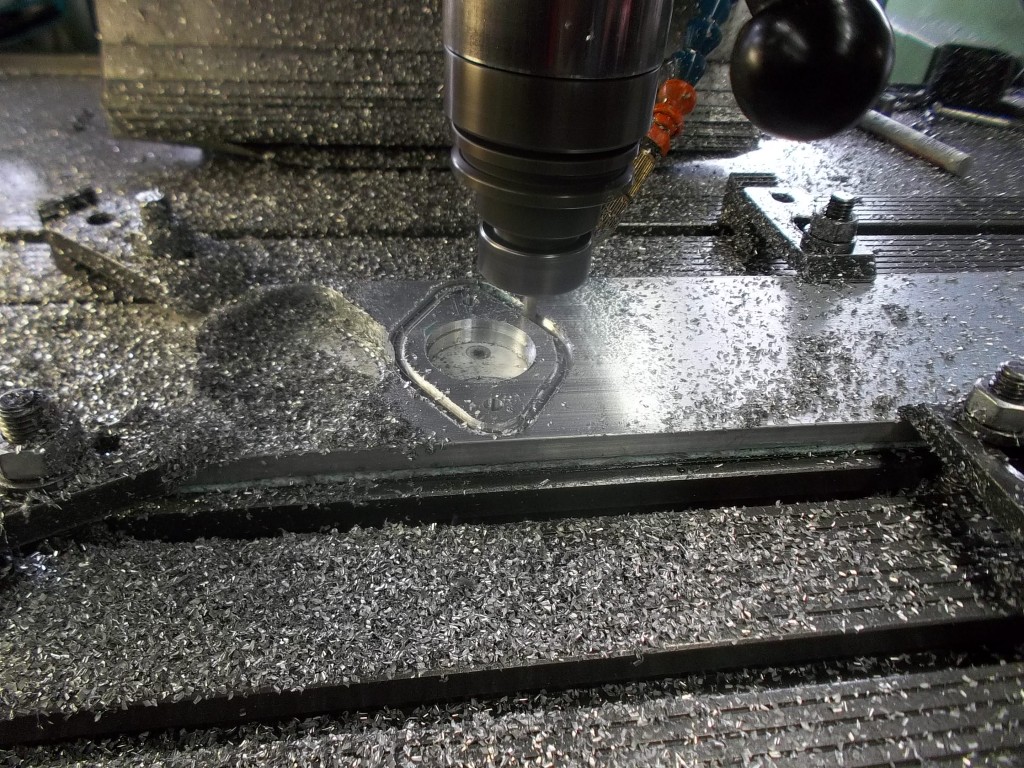
Anschlußflansche für SU Vergaser werden gefräst
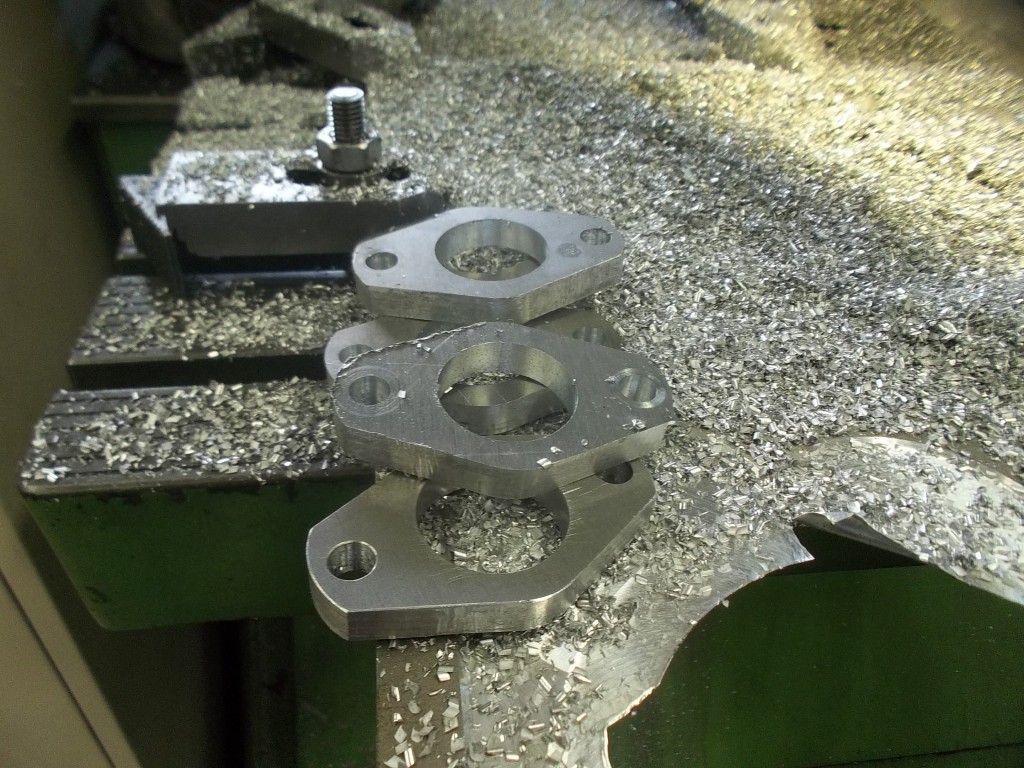
Vergaseranschlußflansche
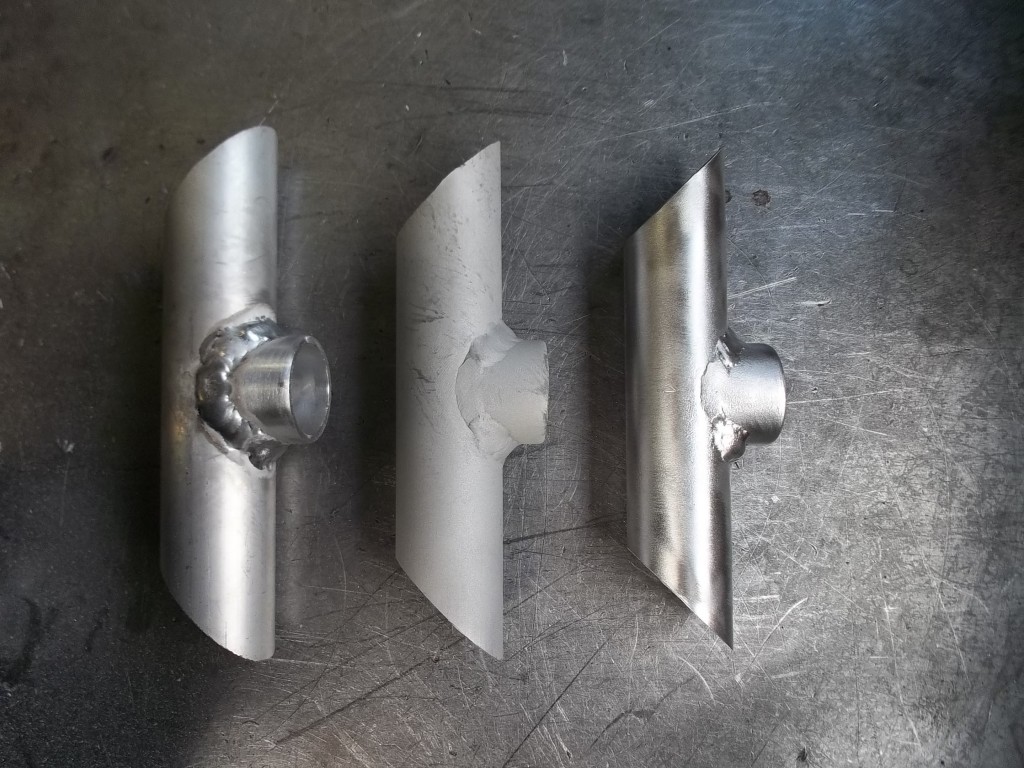
Rohrstücke sind auf der Schweißschablone aufgeschraubt
die Rohrstücke werden am Zylinderkopf verschweißt
fertige Saugrohre
Montage
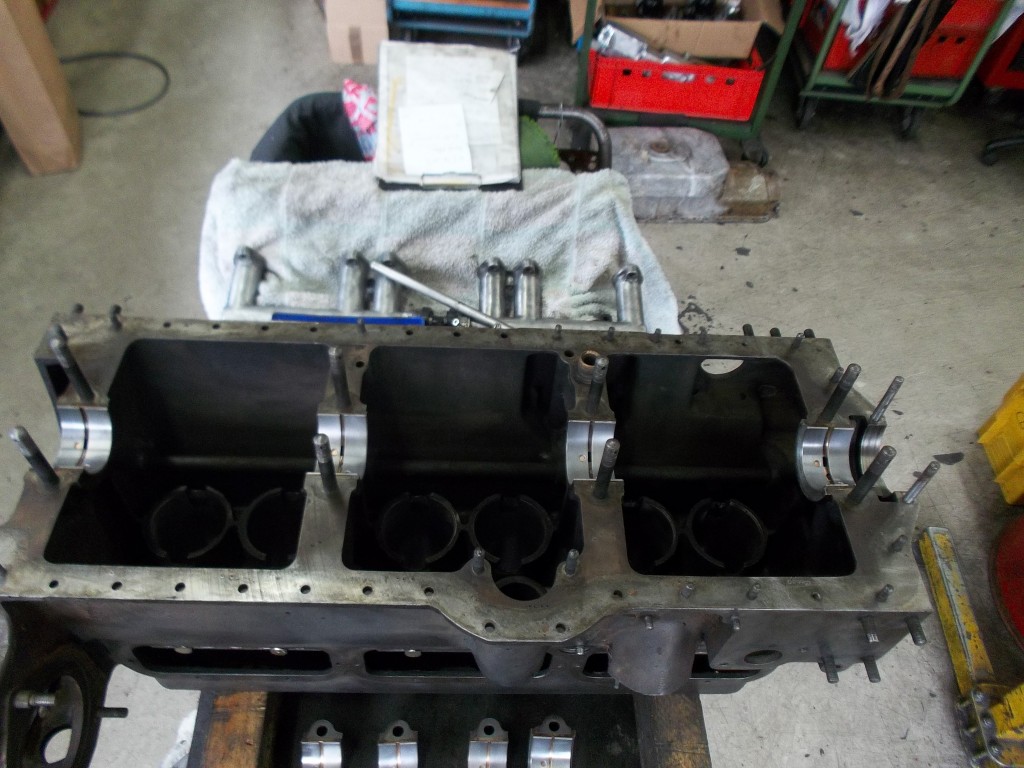
Motorblock mit Hauptlagern fertig zur Montage der Kurbelwelle
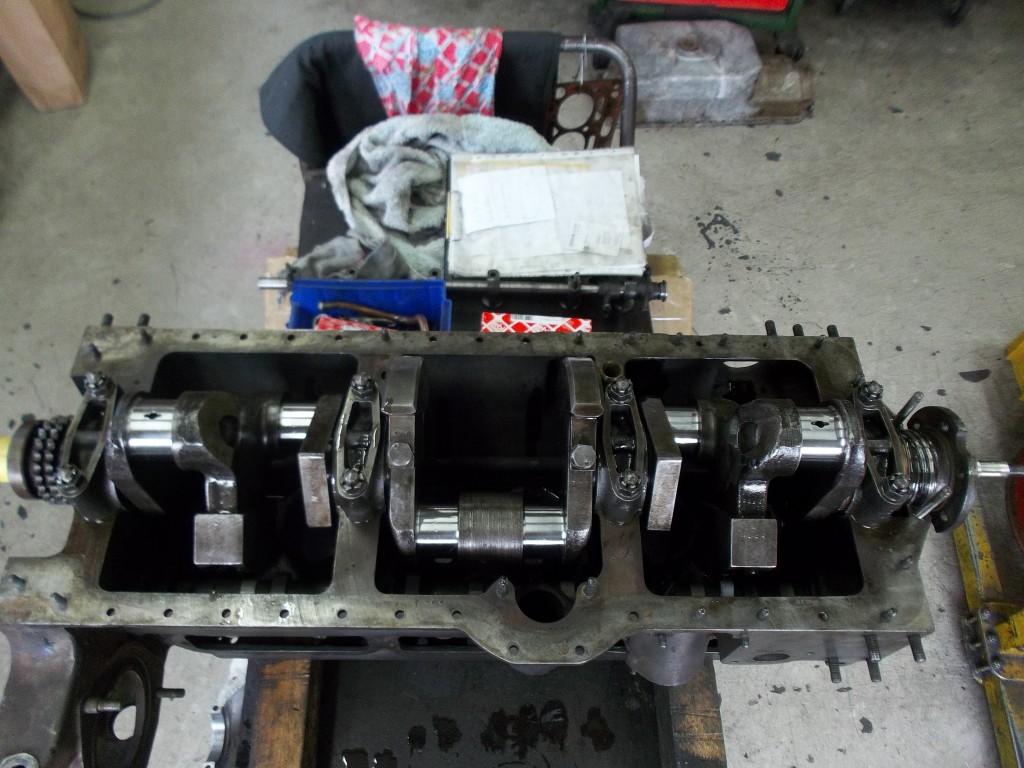
Kurbelwelle im Motorblock
die neuen Pleuel mit Kolben
die Kolben werden montiert
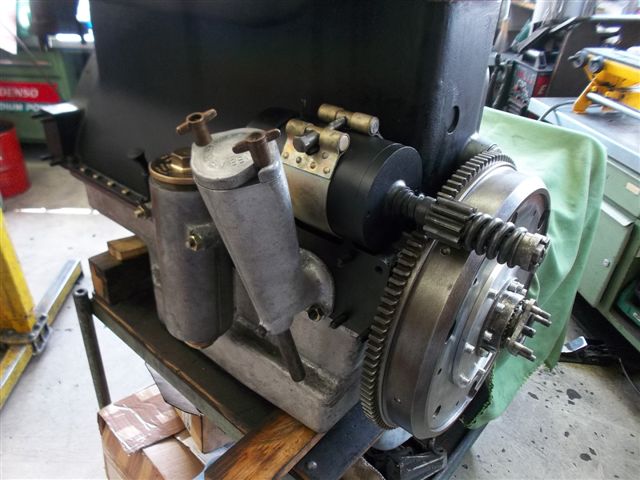
Rückseite des Motors mit Schwungradaufnahme und Anlasserbefestigungsschelle
Lichtmaschine wird im Stirnradantrieb integriert
mit der Lichtmaschine wird die Steuerkette gespannt
Montage des Zylinderkopfes
mit Hilfe des verstellbaren Nockenwellenrades kann die Steuerzeit individuell eingestellt werden
die Saugrohre sind am Zylinderkopf verschraubt
der wunderschöne vordere Wasseranschluß ist verbaut
liebevolle Details alter Motorenbaukunst: Öleinfüllstutzen, Anlasserbefestigung u. Ölfiltergehäuse
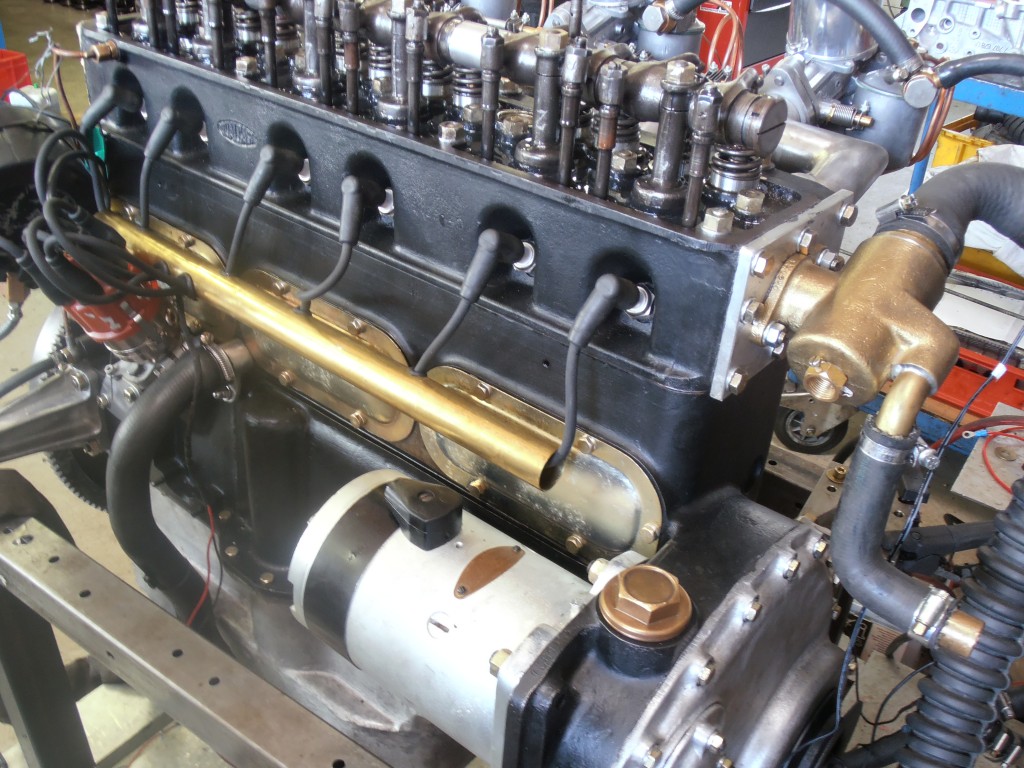
Motor mit Stirndeckel u. Zündverkabelung
die Vergaser sind montiert
Motor mit Vergaser u. Ventildeckel
Endkontrolle
bevor der Motor ausgeliefert wird, erfolgen noch einige Probeläufe. Der Motor wird mit Öl befüllt und mit dem Anlasser durchgedreht. Bei diesen geringen Drehzahlen kann die Dichtigkeit des Schmierkreislaufs und die Druckverhältnisse schon aussagekräftig überprüft werden. Dieser Test verläuft ohne montierten Ventildeckel. So kann die Ölversorgung an oberster Stelle am Motor überprüft werden.
Mechanisch hört sich alles einwandfrei an, der Öldruck ist sehr gut und die Versorgung bis in die Kipphebelwelle funktioniert bestens.
Das Kühlsystem kann angeschlossen werden, der Motor wird mit Kühlwasser befüllt und die Kraftstoffversorgung wird angeschlossen. Der erste Start kann erfolgen. Zu den Probeläufen laden wir immer auch unsere Kunden ein, damit sie den ersten Betrieb nach der Wiederbelebung ihres Motors miterleben können.
Damit dieses wunderschöne Motorenprojekt nach dem Einbau techn. und optisch vollendet wird, bekommt das Fahrzeug noch eine maßgeschneiderte Auspuffanlage.