In Zusammenarbeit mit der Firma Kranz Oldtimer-Service soll ein aussergewöhnliches Fahrzeug entstehen. Die Arbeiten rund um das Fahrwerk u. Karosse werden bei Firma Kranz durchführt. Der Motor soll bei uns diesen Ansprüchen entsprechend hergerichtet werden.
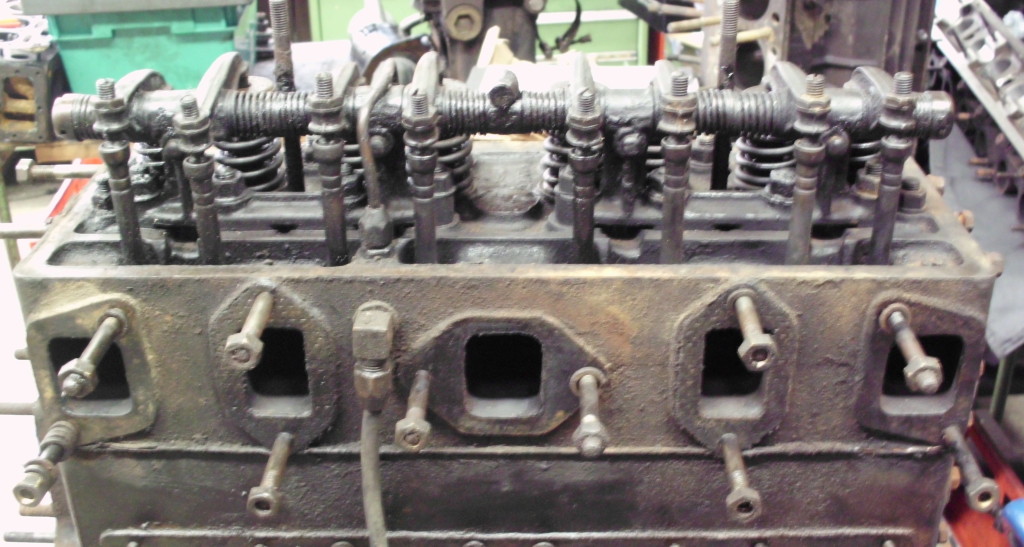
Die Basis des Motors, auf die wir aufbauen müssen, war nicht ausgesprochen schlecht, aber hatte schon einige Schäden. Die Fotos zeigen die ersten Eindrück bei der Demontage.
Zylinderkopf
mit Kipphebelwelle
die Zylinderkopfdichtung deutet auf starke thermische Probleme
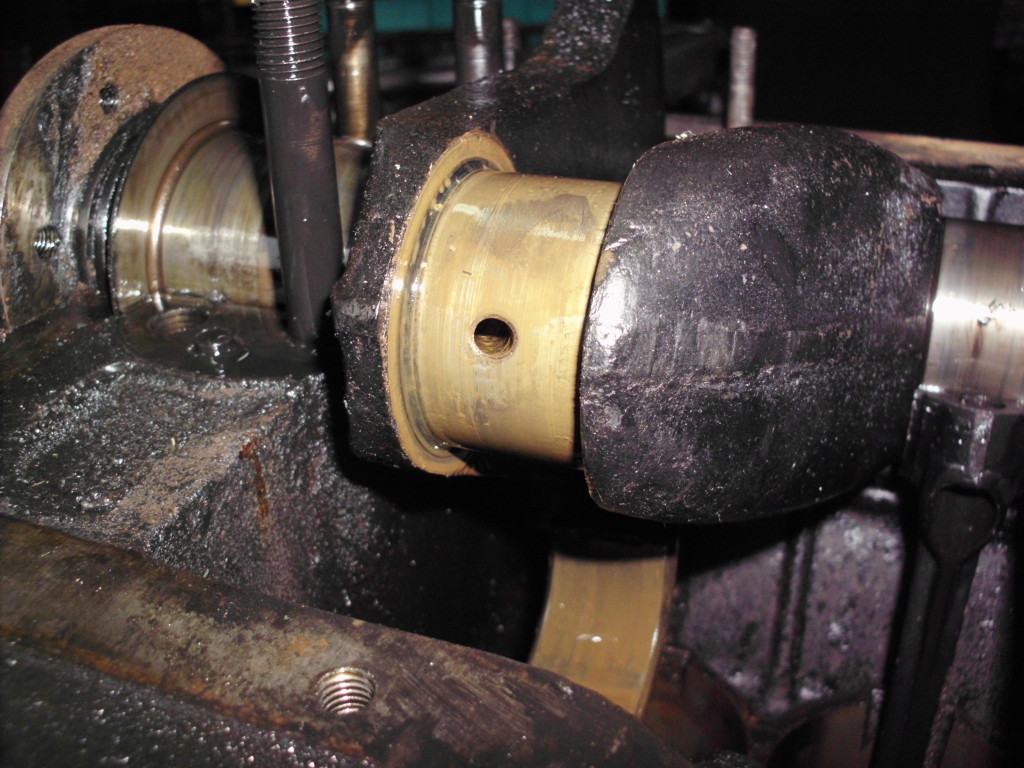
beschädigte Haupt.- u. Pleuellzapfen
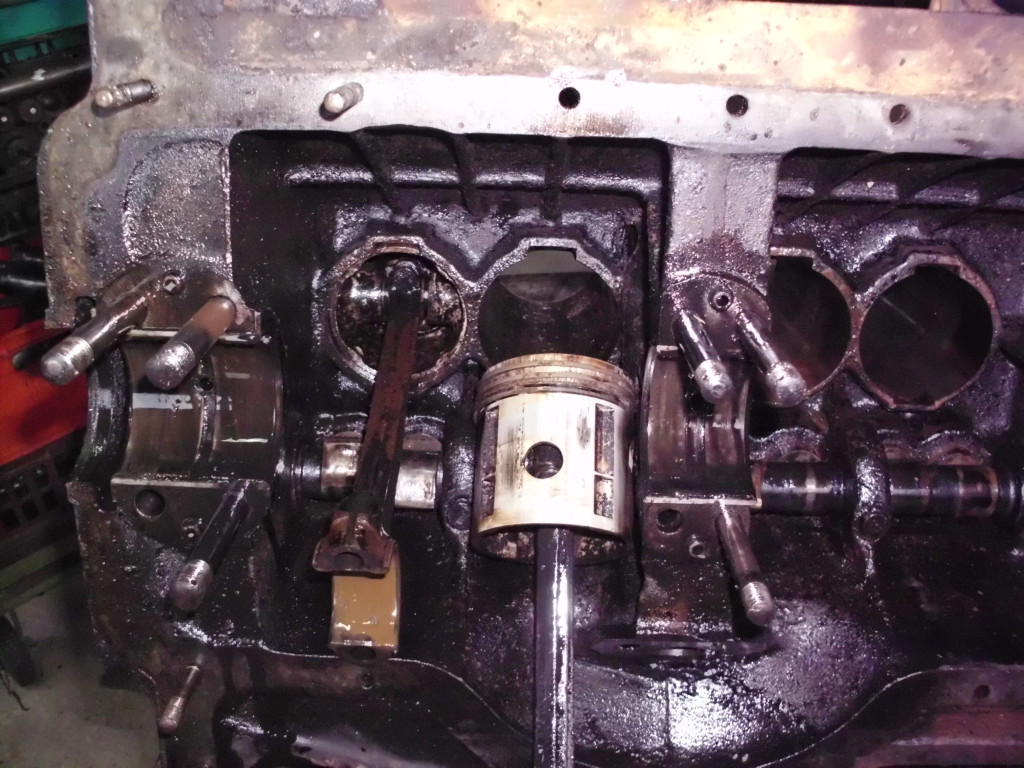
im Kurbelgehäuse sieht alles stark mitgenommen aus
der Motorblock hat einen größeren Riß
Motorblock und Kurbeltrieb
Bevor es daran ging den gerissenen Block wieder dicht zu bekommen, stand eine gründliche Reinigung auf dem Programm. Die Ablagerungen der letzten Jahrzehnte waren zu entfernen. Nachdem der größte Schmutz enfernt war, zeigten sich neben dem Riß noch marode Froststopfen. Diese wurden natürlich auch entfernt und erneuert. Der große Riß wurde mit Laserschweißverfahren verschlossen und nachträglich einer Druckprüfung unterzogen.
Riß im Motorblock
geschweißter Riß, links marroder Froststopfen
entfernter Froststopfen
neuer Froststopfen
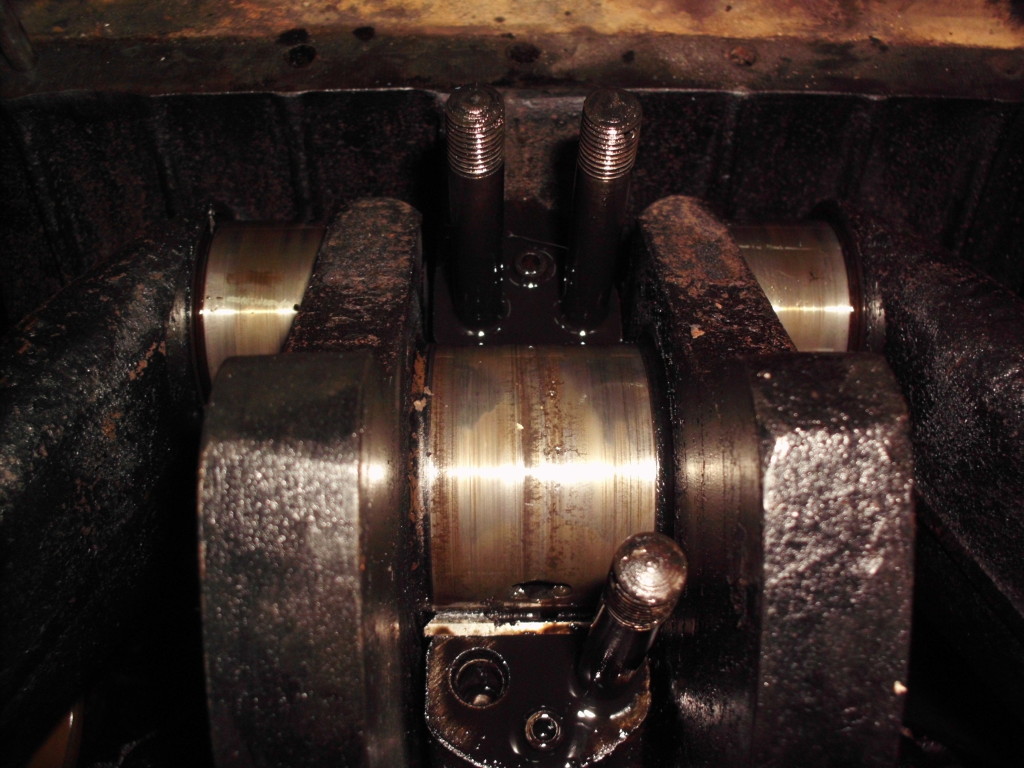
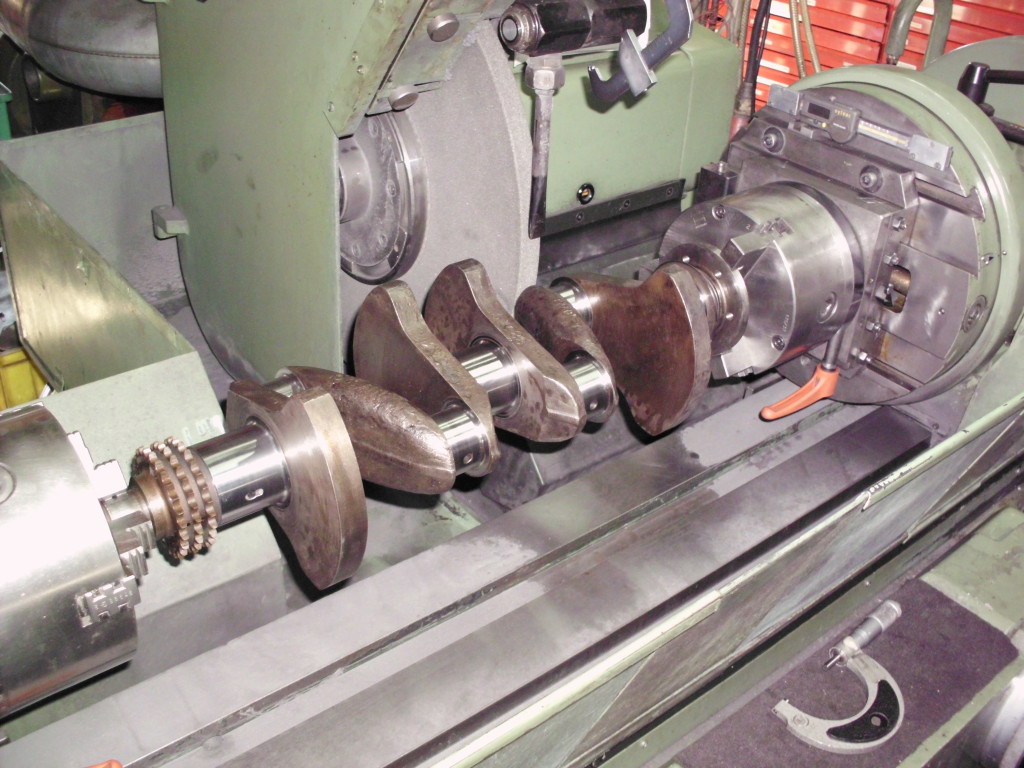
Kurbelwelle
die Kurbelwelle zeigte deutlichen Verschleiß an Haupt und Pleuellagerstellen. Die Lager sahen adäquat aus. Im Normalfall wird der Block mit neuen Weißmetallagern ausgerüstet. Diese werden dann nachdem die Welle sauber geschliffen ist, auf entsprechendes Maß gebohrt. Wir entschieden uns für die Variante, den Block mit modernen Lagerschalen auszurüsten. Die Hauptlagergasse wurde zur Aufnahmen von Lagerschalen gebohrt und die Welle entsprechend geschliffen. In einem evtl. notwendigen Reparaturfall, können dann einfach u. kostengünstig nur die Lagerschalen ausgewechselt werden. Nach dem Schleifen wurde die Welle nitriert. Diese Härteverfahren bewirkt eine harte, verschleißfeste Randschicht. Um ein möglichst schwingungsarmen Motorlauf zu erzielen, wurde die Kurbelwelle mit samt Schwungrad dynamisch feingewuchtet.
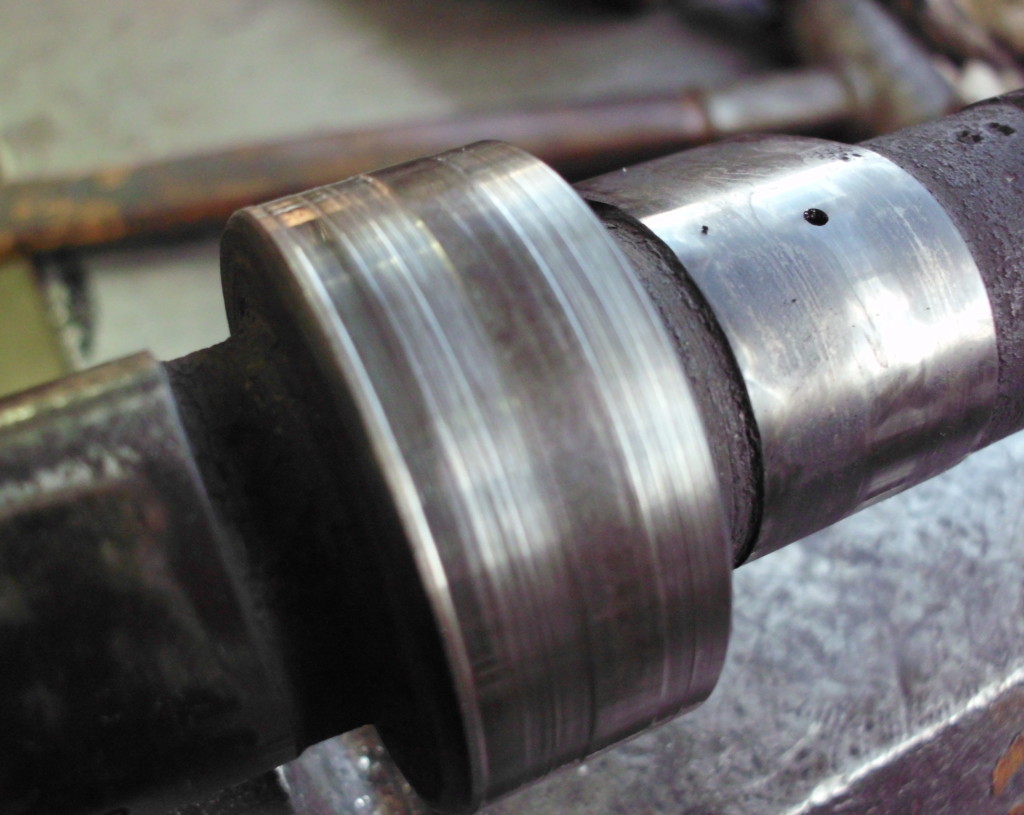
Kurbelwelle vor der Bearbeitung
Hauptlagerstelle
Lagerdeckel Hauptlager
Kurbelwelle in der Bearbeitung
nitrierte Kurbelwelle
polierte Kurbelwelle fertig zum Einbau
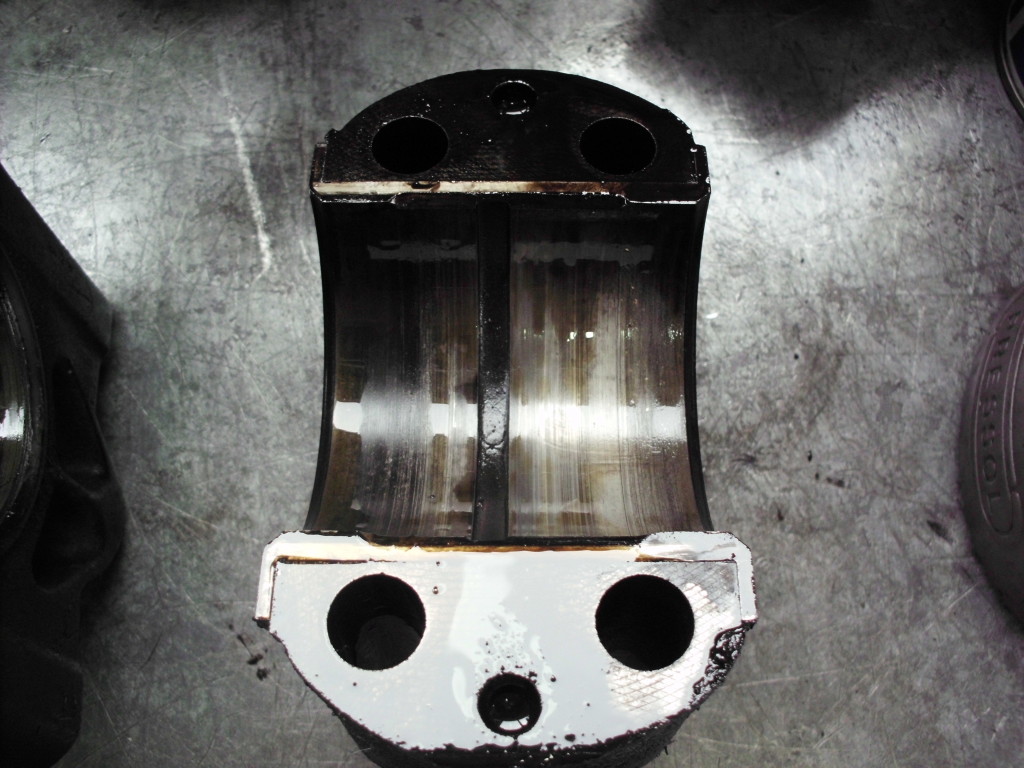
Kolben u. Pleuel
Viele Gründe sprechen dagegen die alten Pleuel wieder zu verwenden.
das große Pleuelauge war ursprünglich in Weißmetall ausgegossen. Dieser alte Lagerwerkstoff ist für hohe Beanspruchungen weniger geeignet. Weiterhin ist die Aufarbeitung sehr aufwendig. Die Pleuel müßten mit neuem Lagerwerkstoff ausgegossen werden und anschließend mechanisch bearbeitet werden um auf den geschliffenen Pleuelzapfen angepaßt zu werden.
die Pleuel sind sehr schwer. Die Arretierung des Kolbenbolzens mit einer Spannschraube, trägt auch zum hohen Gewicht bei.
die alten Pleuel bergen die Gefahr versteckter Beschädigungen ( Risse ) und waren natürlich auch nicht auf höhere Drehmomente und Drehzahlen ausgelegt.
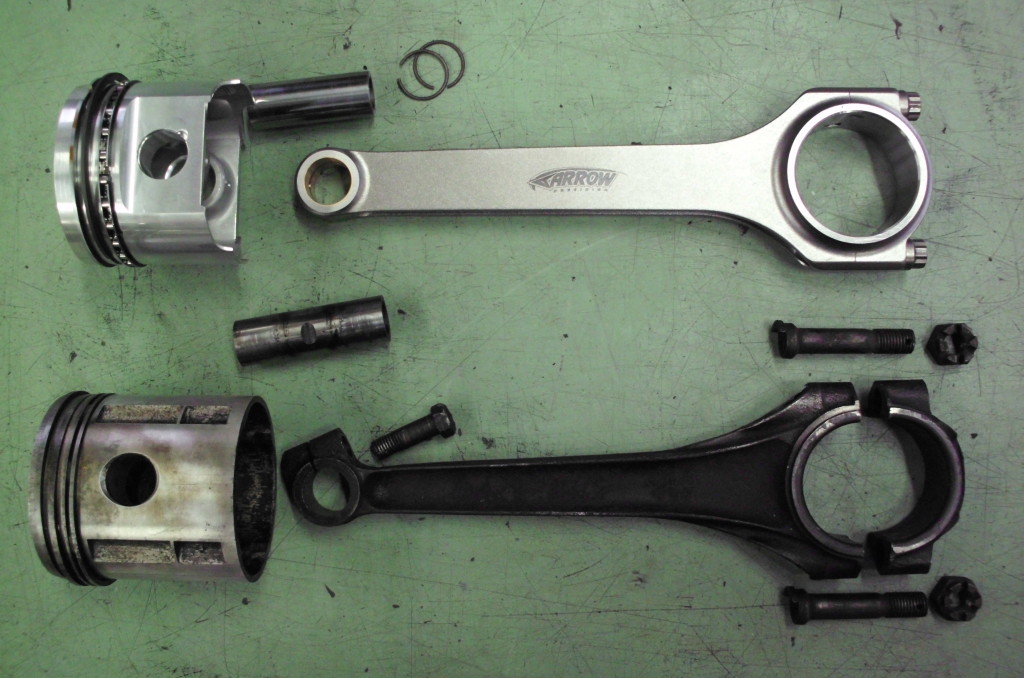
Die neuen H-Schaftpleuel sind mit schwimmender Kolbenbolzenlagerung, hochfesten ARP Pleuelschrauben und Dreistofflager ausgestattet. Trotz höherer Stabilität ist das Gesamtgewicht der Pleuel etwa 10{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} geringer.
Die angefertigten Schmiedekolben konnten wir kürzer u. leichter ausführen. Die moderne Ringbestückung mit dreiteiligem Ölabstreifring und schmalen Hochleistungsringen in der ersten und zweiten Ringnut verhelfen zu geringeren Reibungsverlusten und höherer Standzeit. Das Kolbengewicht inkl. Bolzen hat sich im Vergleich zum ursprünglichen Kolben um über 20{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} reduziert ( etwa 110 Gramm). Beide Gewichtsreduzierungen verhelfen dem Motor zu einer spontanerer Gasannahme, bei reduzierten Belastungen für Lagerungen und Motorblock.
Reste der Pleuellagerung
alter Kolben
alter und neuer Kolben
altes u. neues Pleuel mit Kolben
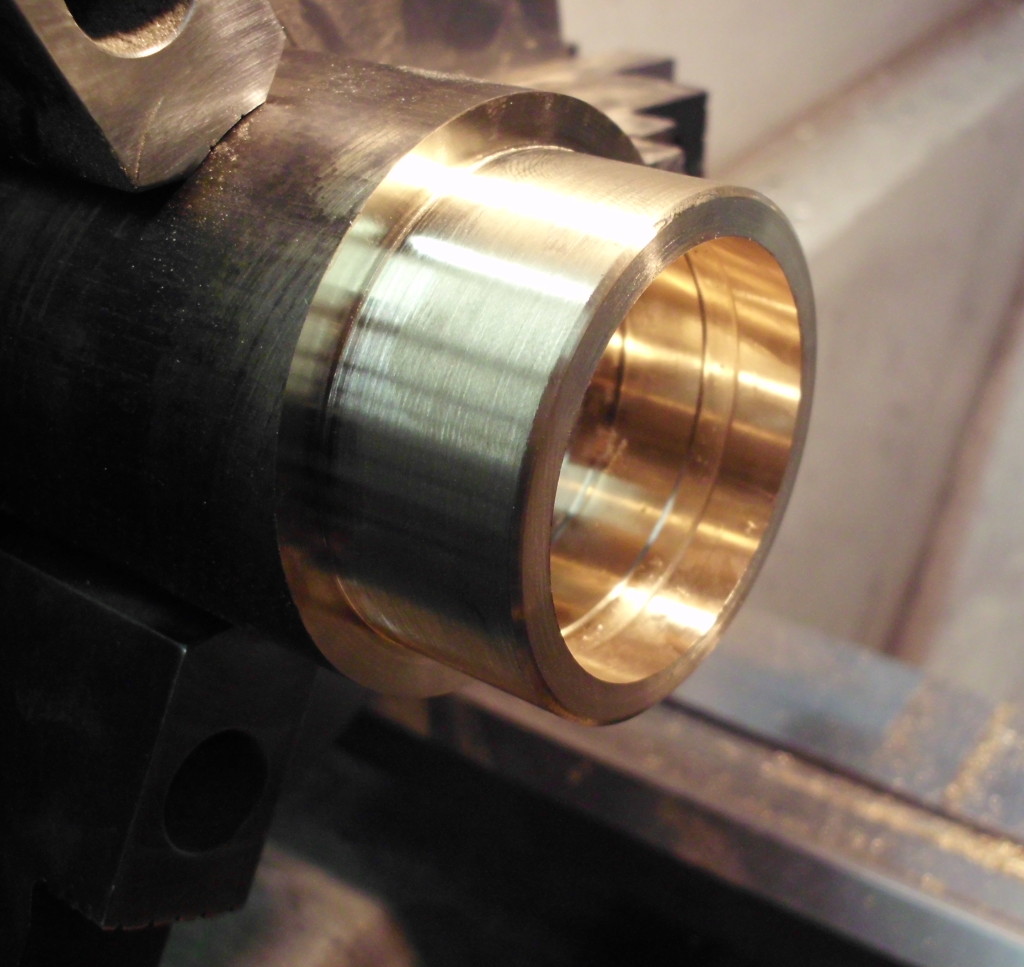
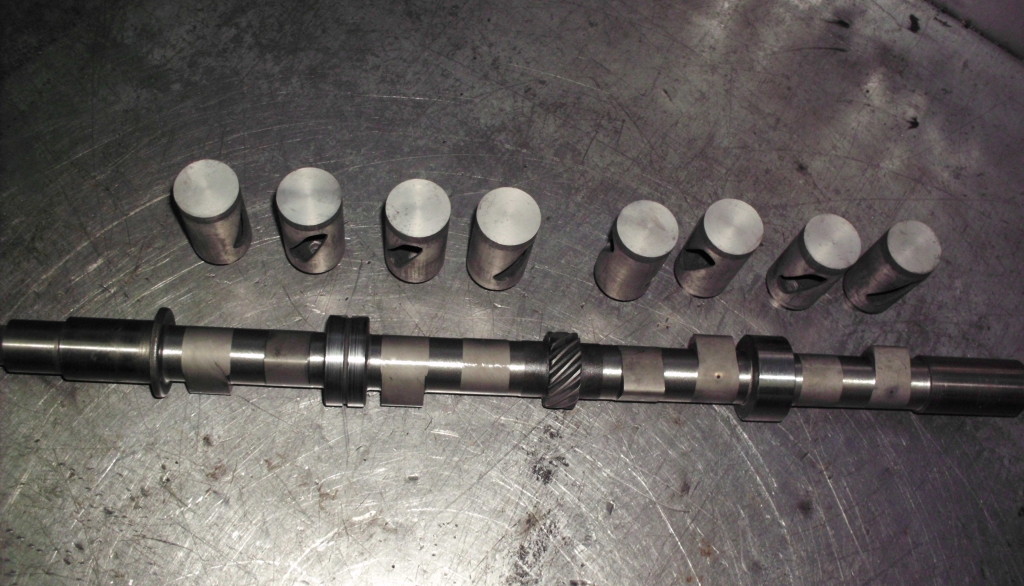
Nockenwelle u. verstellbares Kettenrad
Die Nockenwelle zeigte sich im sehr desolatem Zustand. Eine Lagerstelle war stark beschädigt und die Nocken sahen ähnlich aus. Die beschädigte Lagerstelle auf der Nockenwelle wurde geschliffen. Für diese Lagerstelle wurde eine neue Lagerbüchse angefertig und in das Gehäuse eingezogen. Die Stößel wurden geschliffen und anschließend mit der Nockenwelle nitriert.
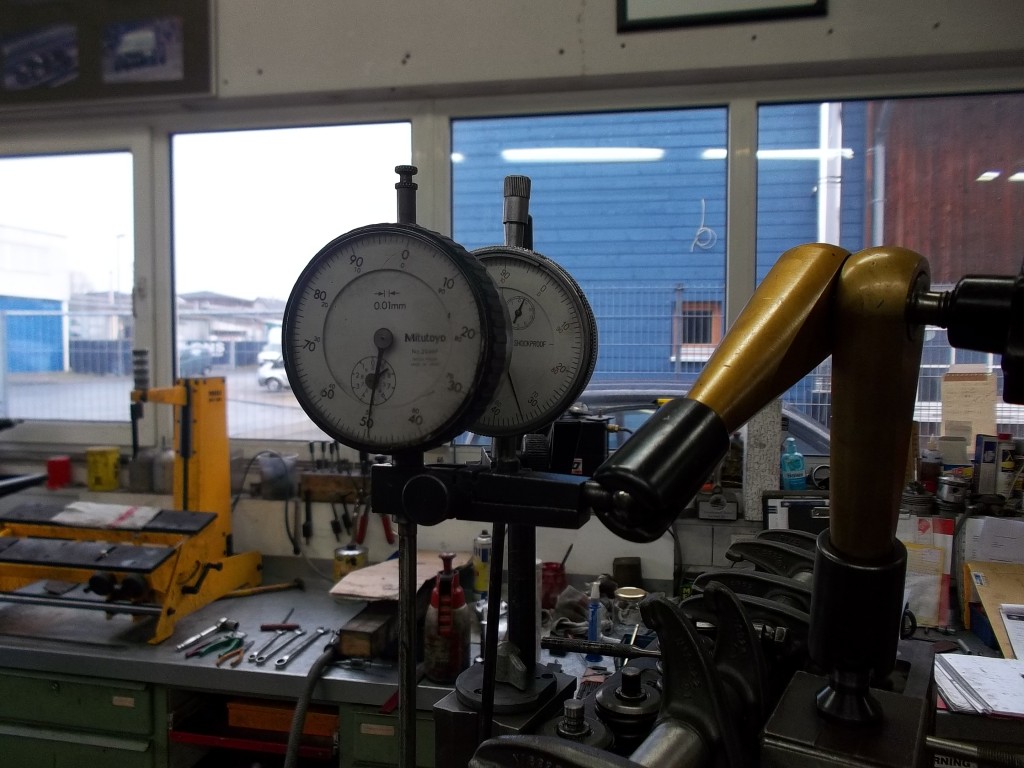
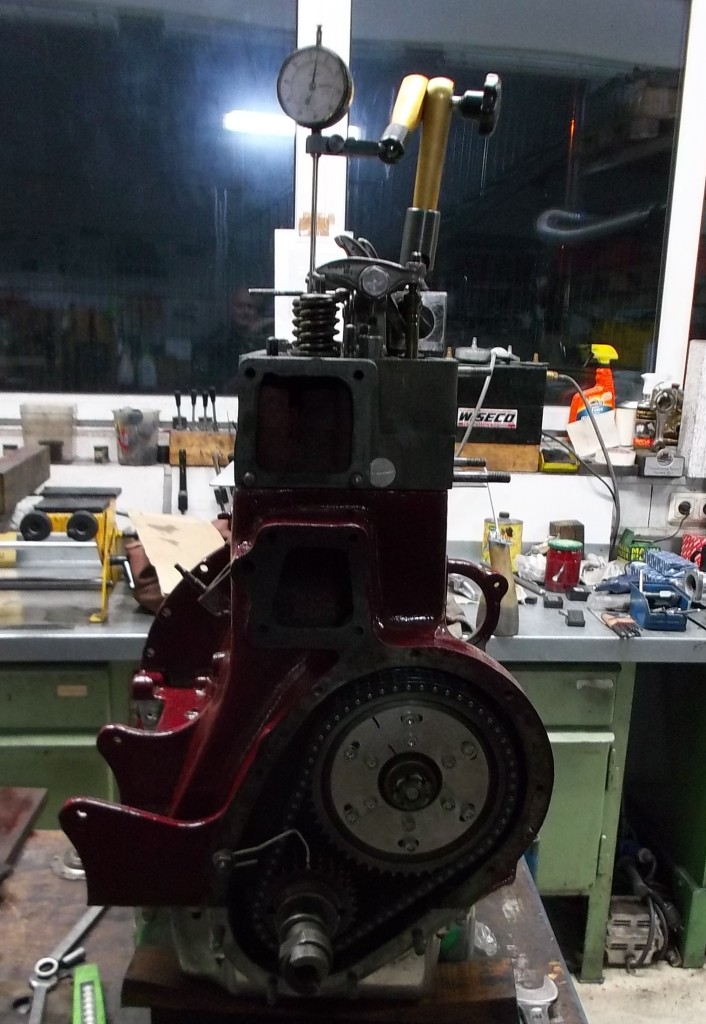
Die Seriennockenwelle hatte eine Steuerzeit von 242 Grad bei einer Spreizung von 110 Grad. Daraus resultieren minimalste bis keine Ventilöffnungen in OT und damit keine Ventilüberschneidung. Also keine guten Voraussetzungen für ein drehfreudiges Triebwerk. An der Nockenwelle mußten einige Veränderungen vorgenommen werden. Die Steuerzeit wurde um etwa 20 Grad verlängert und der Nockenhub vergrößert. Die damit realisierbaren sportlicheren Ventilüberschneidungen und die Umrüstung auf zwei Vergaser stellen die Weichen für ein drehfreudigeres Triebwerk. Da wir es mit einem extrem langhubigen Triebwerk zu tun haben, war eine Auslegung auf sehr hohe Drehzahlen nicht angestrebt und wäre der Dauerhaltbarkeit des Motors auch nicht zuträglich. Um die Nockenwelle in optimale Postion zum Kurbeltrieb einstellen zu können, verlangt es nach einer präzisen Einstellungmöglichkeit. Mit der angefertigten Zahnradfeinverstellung, ist eine gradgenaue Verstellung der Nockenwelle möglich. Mit Hilfe einer Meßuhr wird der gewünschte Ventilhub in OT eingestellt und in dieser Postion das Kettenrad arretiert.
Nockenwelle im Ausgangszustand
alte Nockenwellenlagerbüchse
beschädigte Nockenwellenlagerstelle
Anfertigung der Nockenwellenlagerbüchse
eingepreßtes Nockenwellenlager
geschliffene u. nitrierte Nockenwelle
schleifen der Nockenwellenlagerstelle
fertig bearbeitete Nockenwelle mit Stößeln
Kettenrad im Urzustand
verstellbares Nockenwellenrad
Ventilhub in OT einstellen
Ventilhub in OT einstellen
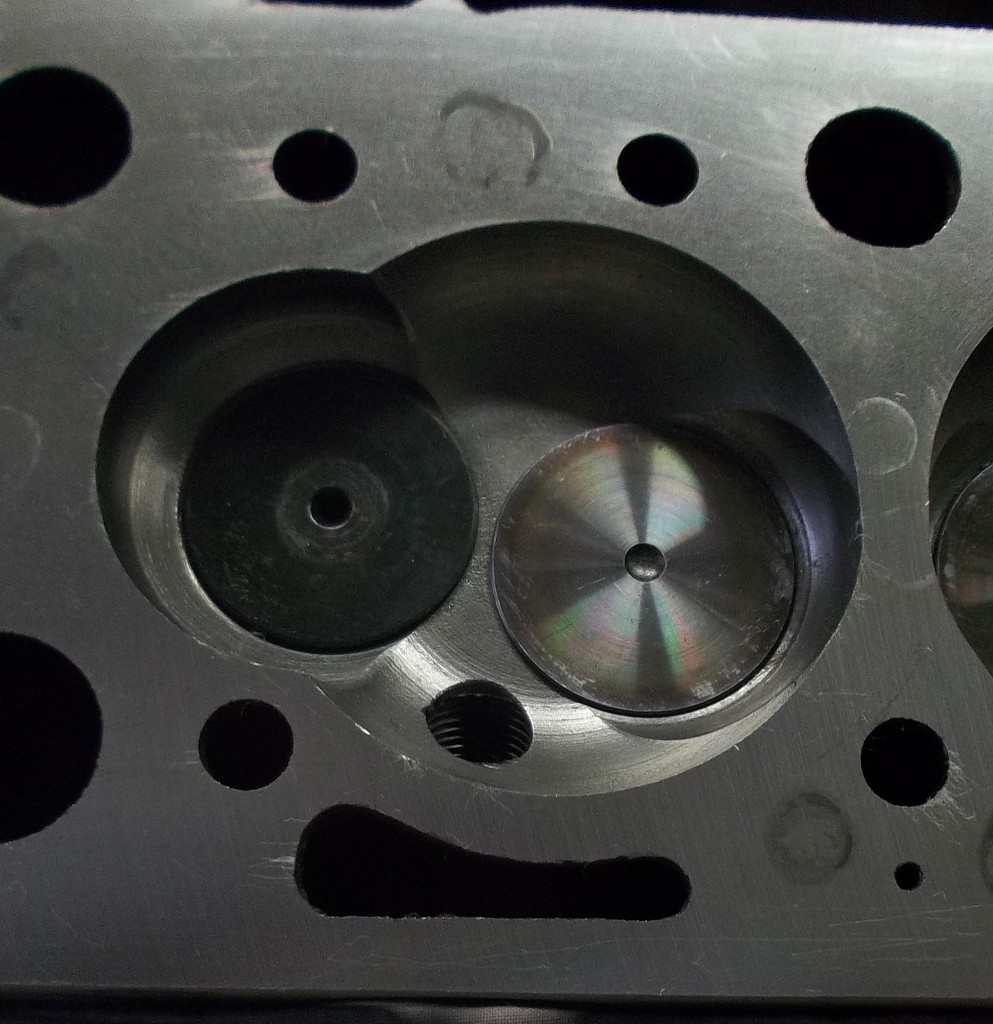
Zylinderkopf
Zu Beginn befassen wir uns mit der Kipphebelwelle. Hier zeigten sich dem Alter entsprechend übliche Fehler bzw. Schäden. Neben vielen Details möchte ich hier nur die wesentlichen Schäden aufführen.
Kipphebel stehen nicht mittig über dem Ventil
Kipphebel sind an den Berührungsflächen zum Ventil stark eingeschlagen
eingelaufene Kipphebelwelle. Besonders deutlich sind auch die Verschleißspuren der Federn zwischen den Kipphebeln zu erkennen
Bei Vorkriegsmotoren trifft man sehr häufig auf gebrochene Ventilfedern. Wie auch hier. Die Ventilführungen sind kanalseitig sehr ungünstig dick ausgeführt und natürlich auch nicht mit Schaftabdichtungen ausgerüstet. Die Materialien für Schaftabdichtungen hatte man zu dieser Zeit noch nicht. Weiterhin sind die Ventilwerkstoffe nicht für den Betrieb mit bleifreien Kraftstoffen ausgelegt.
Der Zylinderkopf wurde mit moderne Ventilen ausgestattet. Einlaßseitig wählten wir einen größeren Durchmesser. Die Ventilführungen wurden aus einer speziellen Bronze ströhmungsgünstiger angefertigt und auch zur Aufnahmen einer Schaftabdichtung vorbereitet. Nach der Kanalbearbeitung und einpressen der neuen Ventilführungen wurde der Ventilsitz hinsichtlich optimaler Ströhmungsbedingungen bearbeitet. Das gesamte Federpaket inkl. Federteller und Ventilkegelstücke wurde durch Neuteile ersetzt. Die Federn wurden auf das angehobene maximale Drehzahlniveau ausgelegt.
gebrochene Ventilfedern
größeres Ventil mit schmaler Sitzbreite, im Vergleich zum ursprünglichen Ventil
neue u. alte Ventilführung. Neue Führung: kanalseitig verjüngt, mit Aufnahme für Schaftabdichtung
unbearbeiteter Einlaßkanal mit alter Ventilführung
bearbeiteter Einlaßkanal
Kipphebel mit geschliffenen Radien
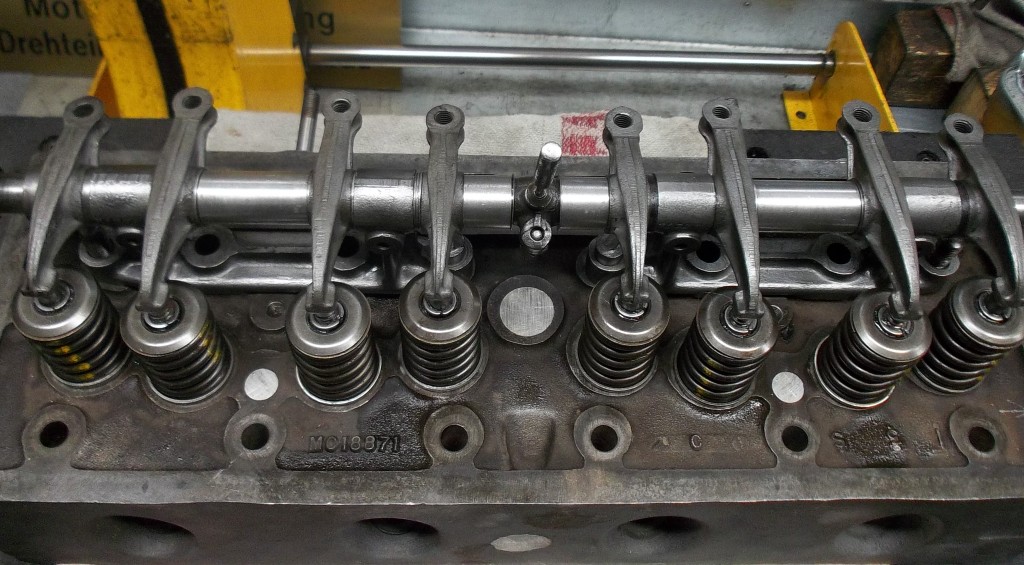
neue Federpakete mit Schaftabdichtungen und montierten Kipphebeln.
Brennraum mit neuen Ventilen
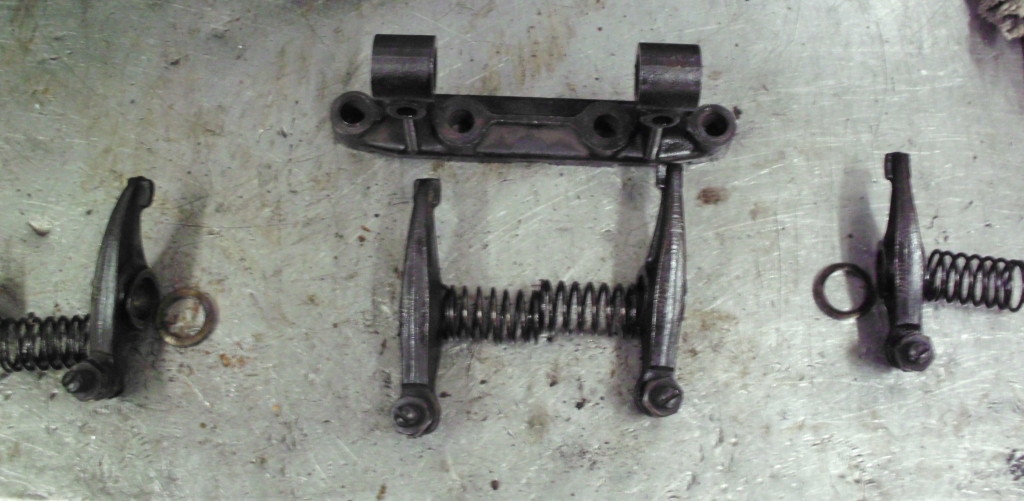
Die Federn zwischen den Kipphebeln, die der axialen Fixierung der Hebel dienen, verursachen Reibung an den seitlichen Hebelanlagen und an der Kipphebelwelle. Die Reibung bedingt unweigerlich Verschleiß und Abrieb an Kipphebeln u. Welle. In diesem Fall verursachten die Federn sogar sehr deutlichen Verschleiß auf der Kipphebelwelle. Aus diesem Grund entschieden wir uns für die Umrüstung auf Paßbüchsen zur axialen Fixierung der Hebel. Mit Paßscheiben wird die zentrische Lage der Kipphebel über den Ventilen festgelegt. In dieser Position kann der Abstand zwischen den Hebeln ausgemessen werden, um die Paßbüchsen anfertigen zu können.
axiale Fixierung der Kipphebel durch Federn
mit Paßscheiben wird der Kipphebel über dem Ventil ausgerichtet
angefertigte Büchsen mit Pascheiben zur axialen Fixierung der Hebel
fertig montierte Kipphebelwelle
Rund um den Motor
Wasserkreislauf
die Motoren dieser Generation leiden sehr oft unter thermischen Problemen, wenn sie mit den heutigen Verkehrsverhältnissen konfrontiert werden. Im Stau stehen, oder Stop and Go bei sommerlichen Temperaturen führen schnell zu hitzigen Situationen. Wenn dann noch zusätzliche Belastungen durch Leistungssteigerungen hinzu kommen, sind überhöhte Motortemperaturen vorprogrammiert. In unserem speziellen Fall soll ein sportliches Triebwerk entstehen. Eine erhöhte Belastung des Kühlkreislaufes ist also „eingeplant“.
die über Keilriemen von der Kurbelwelle angetrieben Wasserpumpe wird entfernt u. durch eine elektr. Wasserpumpe ersetzt.
mit dem Wegfall des Wasserpumpenantriebes fällt auch der mech. Lüfter weg.
der Kühlerleistung wird erhöht.
die elektr. Wasserpumpe u. Lüfter werden temperaturabhängig gesteuert. Eine Nachlaufsteuerung, um Hitzestau nach dem Abstellen zu vermeiden, wird auch mit eingeplant.
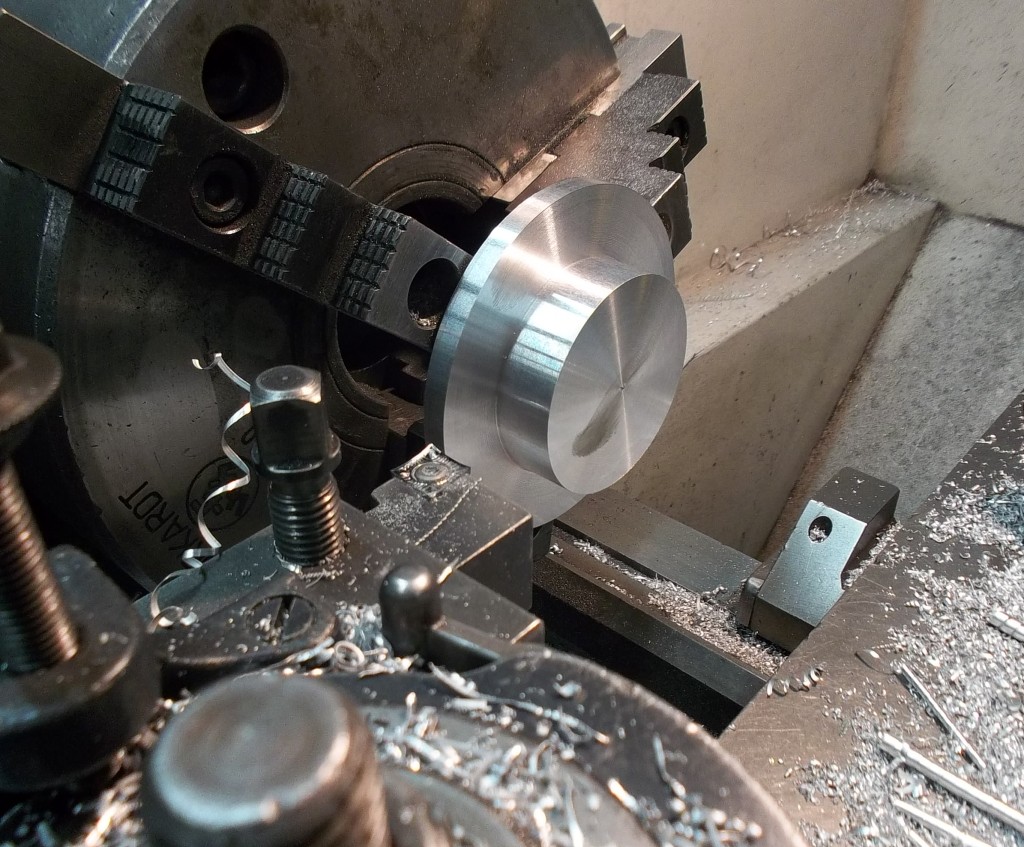
Aus dem Wasserpumpengehäuse muß das Pumpenrad samt Antrieb entfernt werden und ein Verschlußdeckel muß angefertigt werden. Der Deckel wird als Drehteil angefertigt und anschließend mit dem alten Gehäuse zusammen poliert.
ursprüngliches Wasserpumpengehäuse mit Antrieb
Anfertigung des Verschlußdeckels als Drehteil
Verschlußdeckel
Wasserpumpengehäuse montiert
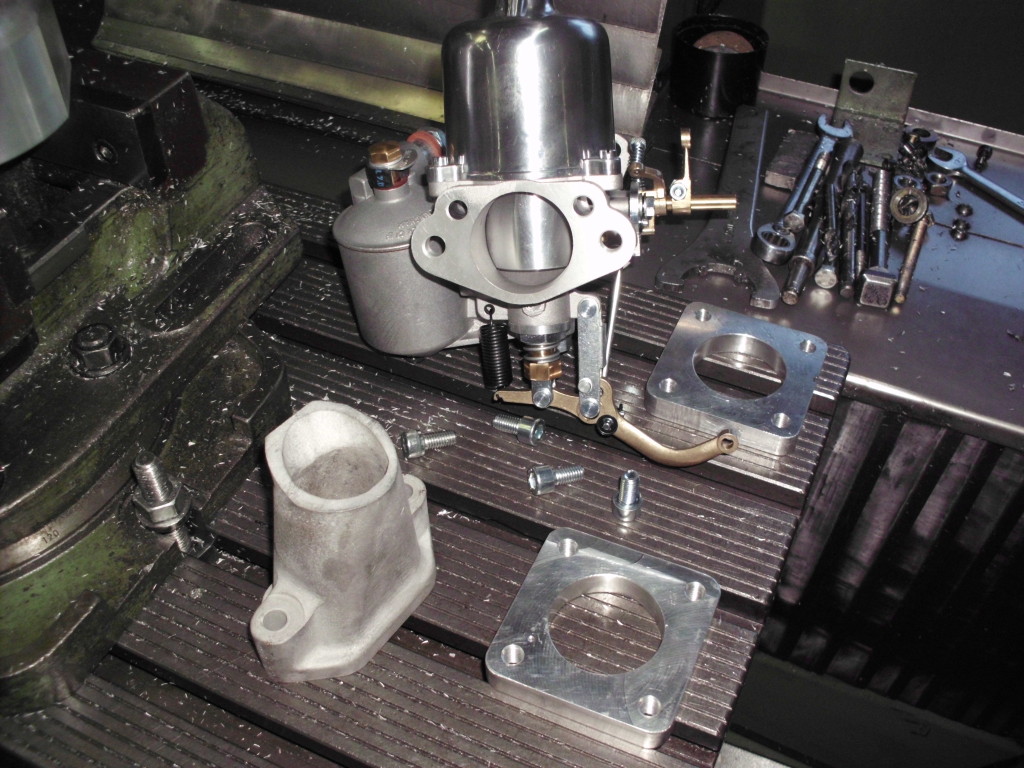
Vergaser und Saugrohr
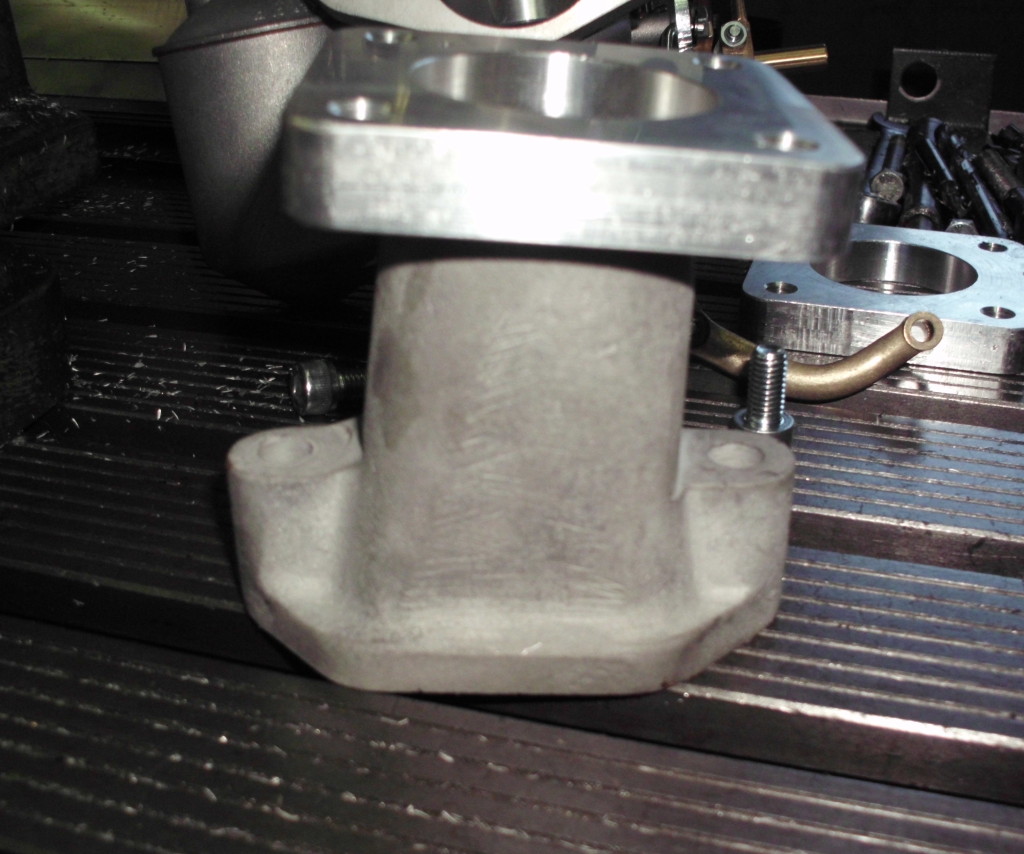
die ursprüngliche Gemischaufbereitung mit einem SU Vergaser mußte einer leistungfähigeren Alternative weichen. Zwei SU H6 Vergaser sollen in der Zukunft ausreichend „Futter“ für die Verbrennung liefern. Vom Seriensaugrohr verwendeten wir die Anschlußflansche am Zylinderkopf. Hierzu trennten wir diese vom alten Saugrohr ab. Auf der Fräsmaschine wurden Anschlußflansche für den H6 Vergaser gefräst. Diese Flansche schweißten wir an die Anschlußstücke des alten Saugrohres. Anschließend mußten noch Schweißnähte verputzt und Übergänge angepaßt werden.
ursprüngliche Saugrohranordnung
abgeschnittener Saugrohrstutzen mit gefrästen Vergaseranschlußplatten
Saugrohrstutzen mit Vergaseranschluß
Saugrohr mit Vergaser
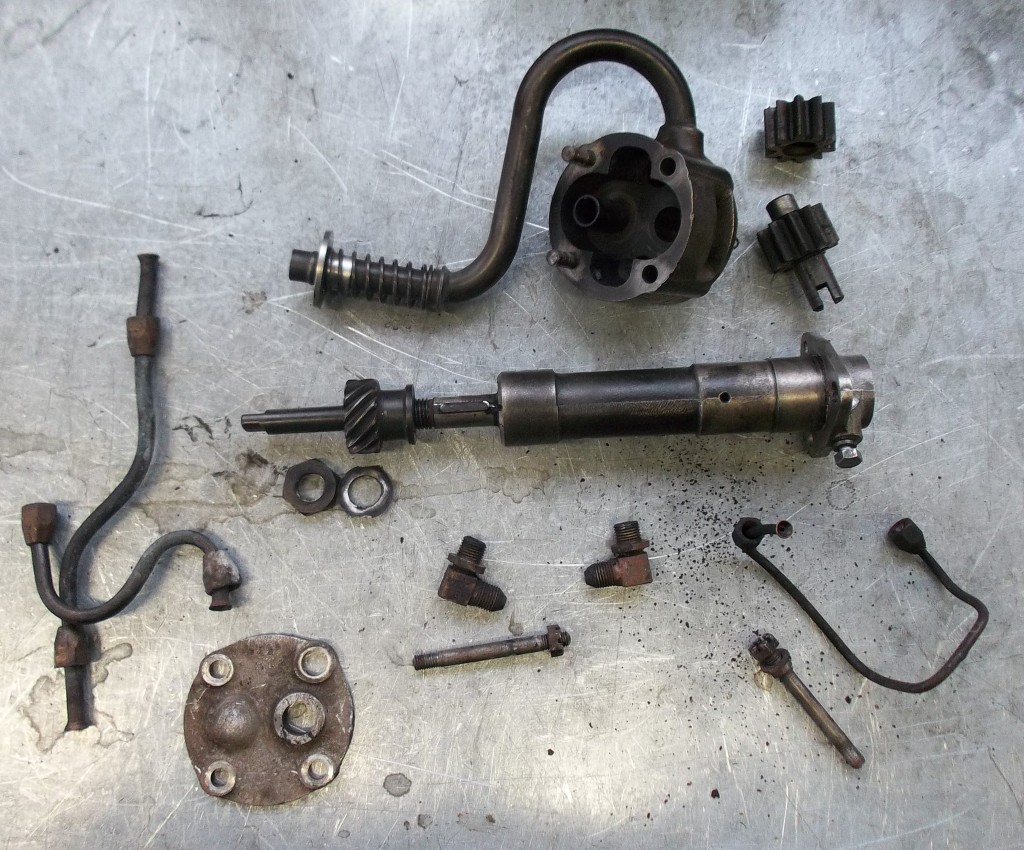
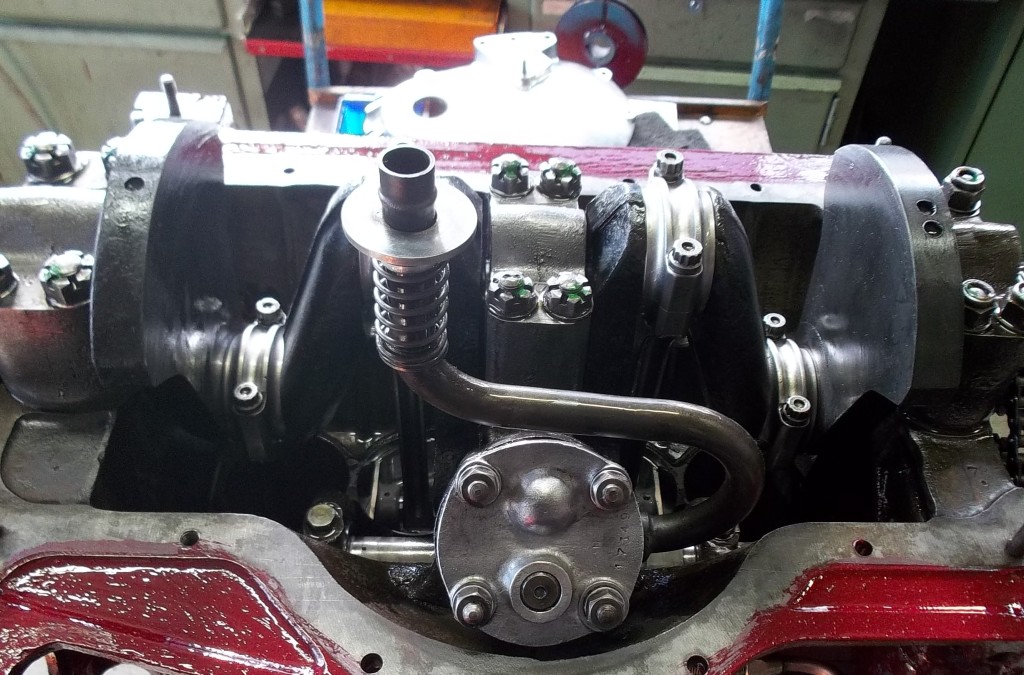
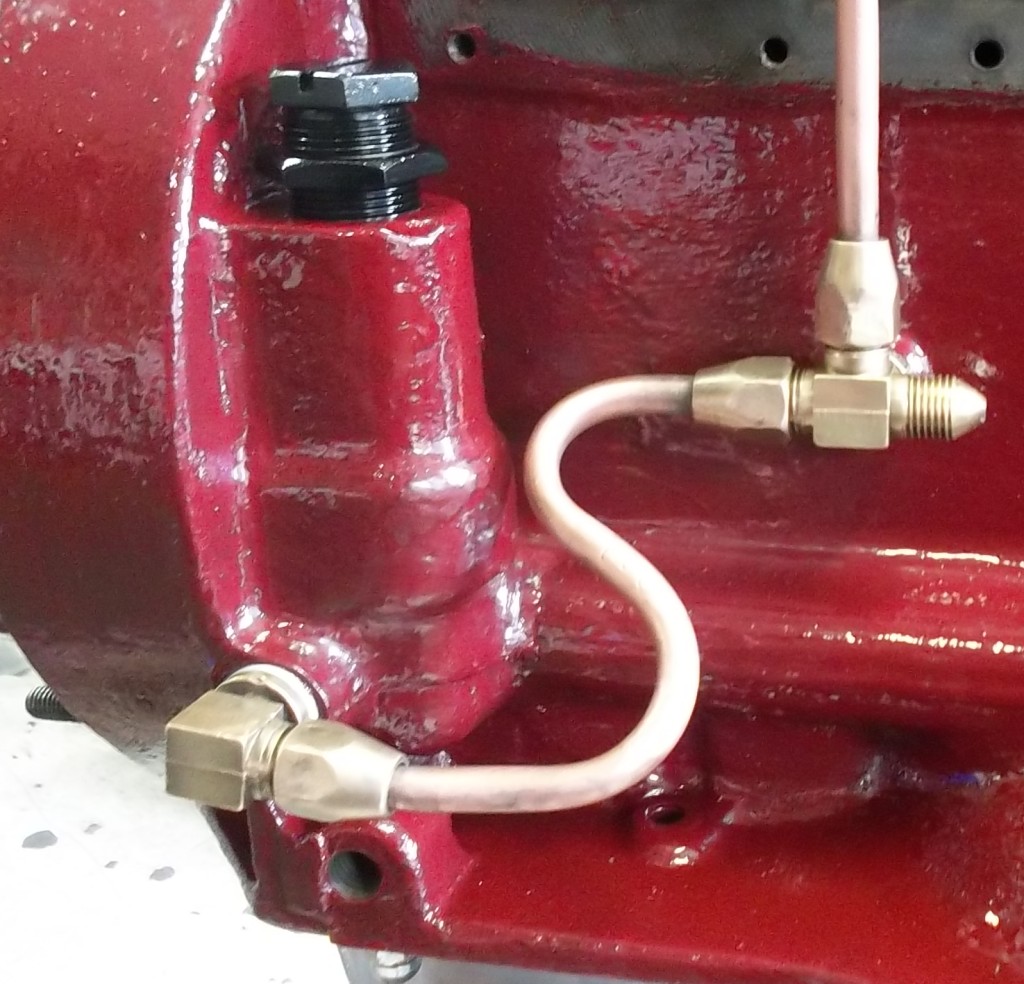
Ölversorgung
Zu einem gesunden Motor gehört eine gesunde Ölversorgung. Zur Kontrolle zerlegten wir die Ölpumpe in alle Bestandteile. Besonderes Augemerk legten wir auch noch auf das aussen am Motor verbaute Öldruckregelventil. Alle Bauteile wurden gründliche gereiningt und überprüft. Bei den Zahnrädern der Pumpe konnten wir auf gut erhaltene Gebrauchtteile zurückgreifen um die Pumpe wieder montieren zu können. Das Öldruckregelventil zeigte sich nach der Reinigung in bestem Zustand. Somit sollte nichts einer guten Ölversorgung entgegensprechen.
Ölpumpe mit Versorgungsleitungen
gereinigte Bauteile der Ölversorgung
Öldruckregelventil
gereinigtes Öldruckregelventil
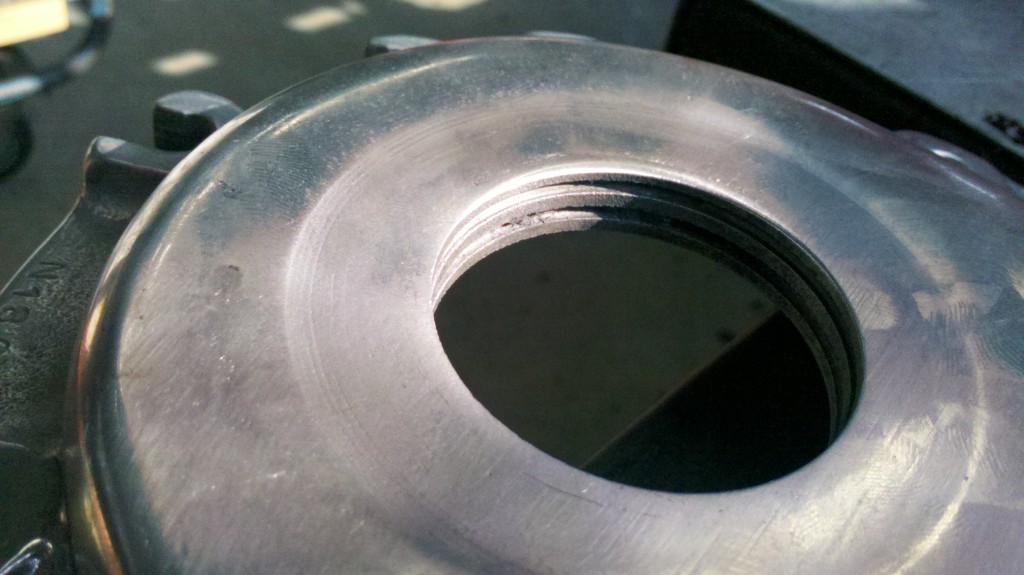
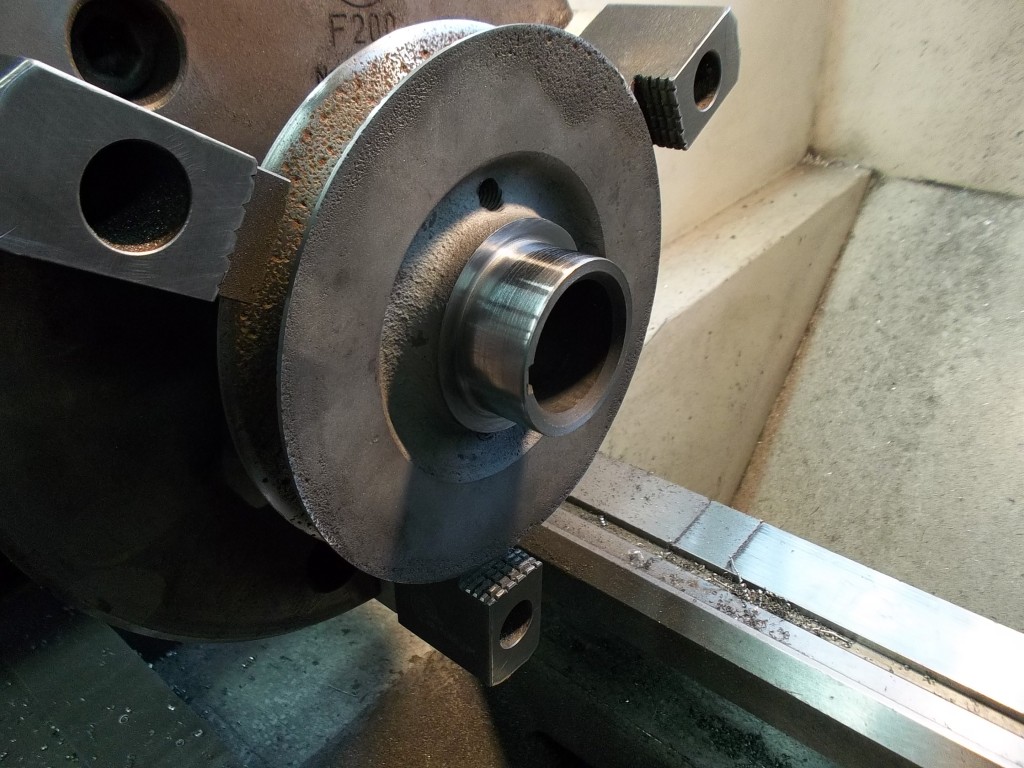
Stirndeckel
die ursprüngliche Abdichtung der Kurbelwelle war als Spiralnut im Stirndeckel ausgeführt. Da die Gehäusebohrungen oft ausgeschlagen sind und diese Art der Abdicht grundsätzlich zu Undichtigkeiten nach dem Abstellen des Motors neigen, stellten wir die Abdichtung auf Wellendichtring um. Der Gehäusedeckel wurde passend zur Wellendichtringabmessung ausgefräst. Der Riemenscheibenzapfen mußte ebenfalls auf das zugehörige Innenmaß des Wellendichtrings bearbeitet werden.
ursprüngliche Abdichtung
ausfräsen des Stirndeckels
fertige Aufnahmebohrung für den Wellendichtring
eingesetzter Wellendichtring
Zapfen der Riemenscheibe wird abgedreht
abgedreht und polierter Zapfen
fertige Abdichtung von Innen betrachtet
montierter Stirndeckel mit Riemenscheibe
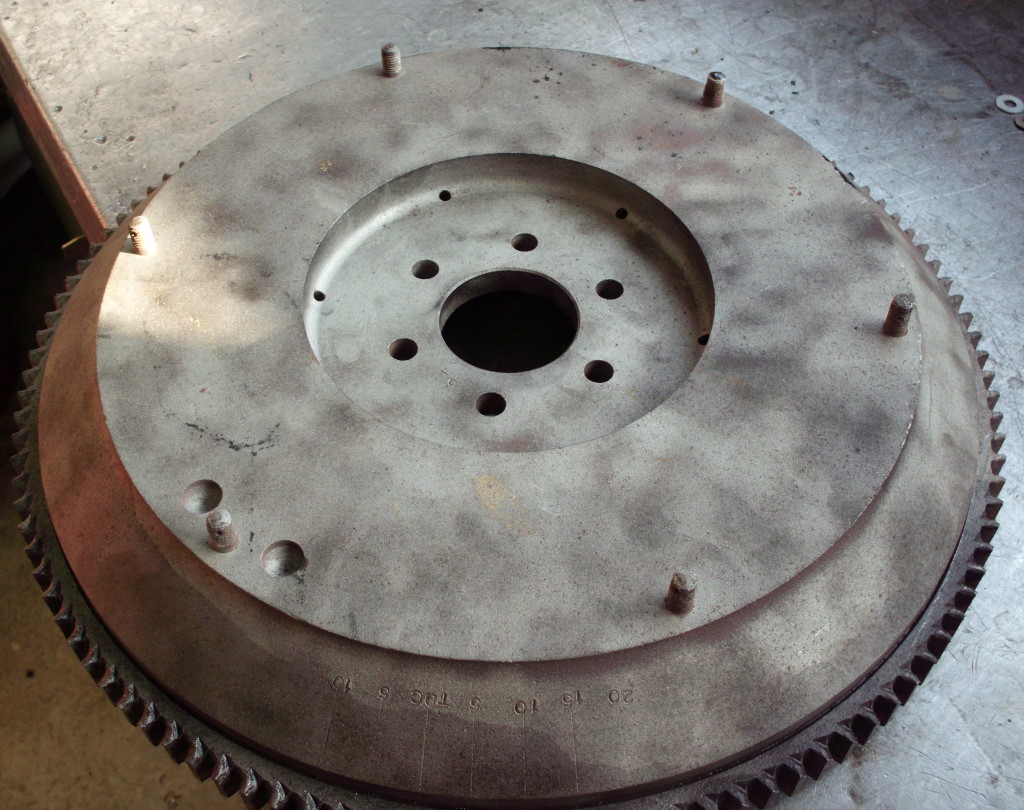
Schwungrad
Zu Beginn der Bearbeitung wurde das Schwungrad gestrahlt. Im Rahmen der sportlicheren Auslegung des Triebwerks soll das Schwungrad erleichtert werden. Um dem Motor trotz Erleichterung der Schwungmasse noch einen ruhigen Leerlauf zu erhalten, haben wir eine gemäßigte Gewichtsreduzierung eingeplant. Das Gewicht des enorm schweren Schwungrades wurde um ca. 6 kg reduziert. Nach der Erleichterung wurde noch die Reibfläche plangefräst um eine 100{20de0094b84ab31f15d8e893bd427a4a876ff73c91e9d8d921ea99031f098016} Kraftübertragung sicher zustellen. Da die Schraubenköpfe der Schwungradschrauben stark beschädigt waren, wurden neue Schrauben angefertig. Zu guter Letzt wurde das Schwungrad dynamisch feingewuchtet.
unbearbeitetes Schwungrad. Kupplungsseite
gefräste Kupplungsreibfläche
unbearbeitetes Schwungrad Motorseite
ausfräsen motorseitig
erleichtertes Schwungrad
neu angefertigte Schwungradschrauben
Schwungrad mit Wuchtaufnahme
Montage
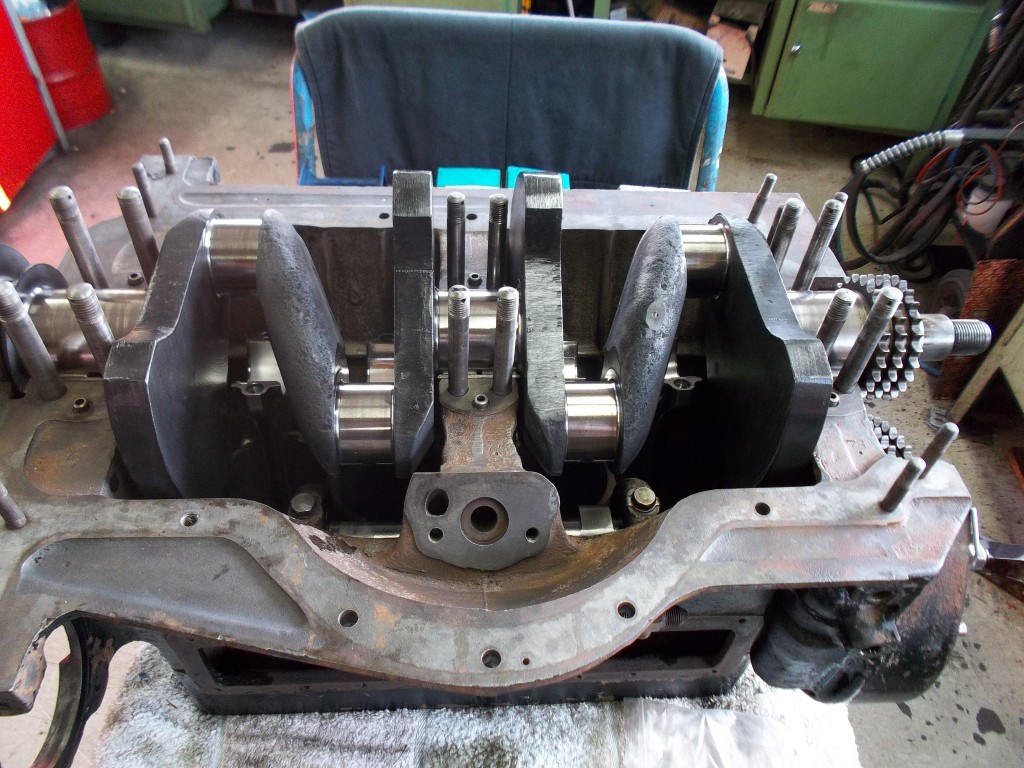
Zu Anfang wird der Rumpfmotor montiert. Wie bei einigen Motoren dieses Jahrgangs, müssen die Pleuel von unten durch die Zylinderlaufbahnen geführt werden um dann auf der Oberseite die Kolbenbolzen in den Kolben montieren zu können. Dann werden die Kolben von oben mit Hilfe eines Montagewerkzeuges in die Zylinder eingeführt. Die Pleueldeckel werden entfernt und die Pleuellager eingelegt. Jetzt ist es Zeit für die Montage der Hauptlager. Da jetzt noch freier Zugriff im Kurbelgehäuse ist, kann jetzt noch die Nockenwelle einfach durch die Lagerbüchsen geführt werden. Mit reichlich frischen Öl benetzt, wird die Kurbelwelle in die Lager eingelegt und die Hauptlagerdeckel verschlossen. Die Pleuel können jetzt vorsichtig auf die Kurbelzapfen gezogen werden und die Pleuel verschraubt werden. Anschließend wird noch die Ölpumpe montiert.
die Kolben mit Pleuel sind montiert. Nockenwelle ist im Gehäuse.
Kolben im Motorblock
Kurbelwelle liegt in der Hauptlagerung
alle Lagerdeckel sind befestigt und die Ölpumpe ist montiert
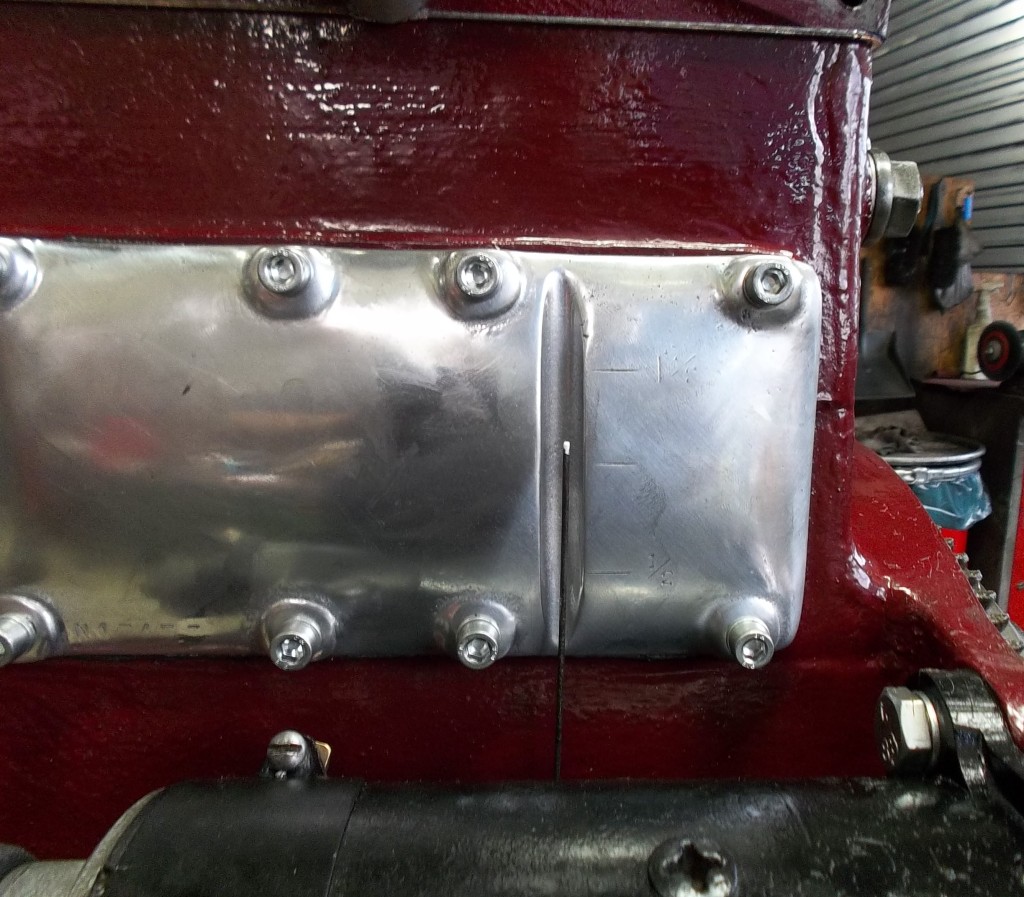
Von unten brauchen wir jetzt nicht mehr an den Motor und die Ölwanne kann montiert werden. Die wunderschön geformte Aluminiumwanne ist aufwendig gereinigt und poliert worden. Bevor der große Deckel, an der tiefsten Stelle der Wanne verschlossen wird, muß an die Montage des Ölstandsschwimmers gedacht werden. Dieses aufwendige Detail aus alter Motorenbaukunst, zeigt uns den Ölstand am Seitendeckel des Motors an.
Schwimmer für die Ölstandsanzeige
Verschlußdeckel
Ölstandsanzeige
montierte Ölwanne
Jetzt kann es an der Oberseite weiter gehen. Die Stehbolzen können eingeschraubt werden, die angefertigte Kopfdichtung kann aufgelegt werden und der Zylinderkopf kann montiert werden. Für die Öffnungen des Wasserkreislaufes an der Rückseite des Motors wurden neue Aluminiumverschlußplatten angefertigt. Auf die Einstellung der Steuerzeit gehe ich hier nicht mehr gesondert ein. Dies ist im Abschnitt zur Nockwenwelle schon beschrieben. Bevor der Auspuffkrümmer befestigt wird sollten die aussenliegenden Elemente der Ölversorgung montiert werden. Zur Vervollständigung des Kustwerkes kann an der Vorderseite wieder der Stirndeckel u. die Wasseranschlüsse angebrachte werden. Das bearbeitete Schwungrad kann auch wieder an seinen alten Platz.
Stehbolzen u. angefertigte Kopfdichtung sind montiert
der Zylinderkopf ist aufgesetzt
Verschlußdeckel Wasserkreislauf
Öldruckregelventil
aussenliegende Ölversorgung
Kipphebelwelle, Stößelstangen, Saugrohre und Krümmer sind montiert
an der Vorderseite ist der Stirndeckel und Wasseranschlüsse wieder angebaut
bearbeitetes Schwungrad
Funktionstest
Komplett montierte Oldtimermotoren verlassen die Firma nicht, bevor sie einen Funktionstest erfolgreich bestanden haben. Der Motor wird mit Öl befüllt und nur mit Anlasserdrehzahl bewegt. Am Anschluß für die Öldruckanzeige des Armaturenbrettes wird ein Manometer angeschlossen und an der Kipphebelwelle kann die Ölversorgung des Ventiltrieb leicht überprüft werden.
Die Ölversorgung am Kopf funktioniert und bei Anlasserdrehzahl zeigen sich ca. 2 Bar Öldruck. Die Kraftstoffversorgung kann also angeschlossen werden und das Kühsystem befüllt werden. Bei moderater Drehzahl kann die erste Einlaufphase bewältigt werden und die Dichtigkeit aller Komponente überprüft werden.
Test bestanden!! Nachdem das erste Öl samt Filter entfernt ist, kann der Motor ausgeliefert werden.